#swaging machine manufacturer
Link
Yashwant industries is one of the leading manufacturers of hydraulic deep draw press machine. circle cutting, trimming machine, shearing machine, spinning machine, swaging machine, wheelbarrow machine, pavali machine in Ahmedabad
#hydraulic deep draw press machine#circle cutting machine#trimming machine#shearing machine#linear welding machine#spinning machine#swaging machine#spinning machine manufacturers in Ahmedabad
0 notes
Text
HOW TO CHOOSE THE RIGHT CUSTOM CABLE ASSEMBLIES MANUFACTURER IN MICHIGAN
As we know, Michigan is the hub of the automotive and manufacturing industries, and in the technical world, custom cable assemblies are a very important part of connecting many devices or systems across various industries.
Custom cable assemblies are designed and made to fulfill unique needs and applications. They have several advantages, including increased efficiency, less clutter, greater durability, and specialized functionality. Businesses that use customized cable assemblies may ensure that their goods satisfy the highest requirements and work best in their intended locations.
Services Offered by Custom Cable Assemblies Manufacturer in Michigan
Here are the few services, which are offered by custom cable assembly manufacturers in Michigan.
Design and Engineering
Custom cable assembly manufacturers in Michigan provide very customized services with their unique design and manufacturing. They use advanced software and tools for all cable assemblies, especially suitable for that application.
Depending on the type of cable you need, you may choose from connectors, sockets, plugs, daisy chained, split, or multi-branched. https://www.edsiinc.com/
Prototyping
Prototyping can eventually save you money for a variety of reasons, including the ability to discover supply chain concerns that must be solved before proceeding with full production. Discovering early on that components are too costly or have limited availability might help you decrease total costs while also ensuring component availability.
Understanding your expenses and potential obstacles, and working through them on a smaller scale, enables you to make modifications and better-informed decisions along the process.
Testing & Certification
Custom cable assembly manufacturers conduct a variety of tests to ensure that their products operate well, are durable, and are safe. They also get certifications like UL, RoHS, and CE to guarantee that they meet industry requirements.
Productivity and Assembly
These enterprises are capable of handling high-volume manufacturing demands thanks to cutting-edge facilities and technology. They adhere to stringent quality control procedures to ensure that their goods are consistently of high quality and reliable.
They offer a wide range of expertise that enables us to satisfy your specific needs while also being the industry leader in bespoke cable assembly including CNC machining capabilities, coiled cable assemblies, custom design, electric cutting, extrusion, hydroforming, swaging, or zinc die casting. https://www.edsiinc.com/
Working with a professional cable manufacturing and assembly business to build prototypes will help keep your production moving smoothly and ensure that your ultimate product operates as expected by your consumers. This is especially significant if your clients demand unique cable assemblies to match their specific needs.
EDSI (Engineering Design Services Inc.) is the best Custom Cable Assemblies Manufacturer in Michigan, specializing in industrial wire & cable distributor. With a year of experience and skilled engineers, provides very innovative solutions, to customer's demands or configurations.
Contact us today or request your quote today with us to get started on your upcoming project. Our experienced engineers are just waiting for you.
They also provide industrial wire, pneumatic parts & assemblies, bulk cable and cable assemblies, and control panel to the machinery OEM, robotic automation and integration industries with unmatched reliability and performance and meeting all your expectations or demands.
Contact Us
Engineering Design Services Inc.
885 West Entrance Drive, Auburn Hills, MI 48326, United States
248-299-9440
#cable assembly manufacturers#custom cable manufacturers#industrial cable assemblies#industrial connectors#molded cable assemblies#custom cable assemblies
0 notes
Text
Understanding Niobium Plate Manufacturing Process and Standards
Niobium plate is a highly malleable and easy-to-process metal with many applications in various fields of industry. It can be combined with other metals as an alloying base to form solid yet tough, high-strength low-alloy steels used for oil and gas pipelines, car/truck bodies, architectural specifications, tool steels or ship hulls.

What Are Niobium Plates?
Niobium plates can be found in numerous manufacturing processes. When alloyed with other metals, niobium forms corrosion-resistant alloys that can be machined into any shape or size using traditional machining techniques.
They feature high electrical conductivity, making them perfect for welding applications while being resistant to stress and heat - making them suitable for high-temperature equipment components.
These properties, combined with its low capture cross section for thermal neutrons, make graphite an invaluable material in the nuclear industry. Furthermore, graphite can also be found widely used for superconducting magnets commonly seen in MRI scanners.
Metal oxides come in various forms, from rods and bars to sheets, foils and oxides ranging in thicknesses from 0.03mm up to 10mm.
Niobium Plate Properties
Niobium is a grey, crystalline metallic element with a high melting point and other desirable properties for manufacturers. Its primary application lies in metal alloy production; even small amounts (0.1%) can significantly enhance the strength, hardness, corrosion resistance and other properties of metals produced using it.
Niobium can be found naturally in columbite, euxenite and pyrochlore minerals; it can also be extracted from tantalum ores through mining operations in Canada and Brazil. Niobium has many high-tech uses making it an essential element in many high-tech products.
Nickel is one of three elemental superconductors with critical temperatures above the freezing point of water and is found in various magnetic materials and devices. It can be used to produce powerful magnets with very high fields; additionally, it's often included as part of medical imaging devices like MRI scanners; it is even popularly found as hypoallergenic jewellery components.
Niobium Plate Applications
Niobium is often employed for alloying steel, particularly high-strength low-alloy (HSLA) and stainless steel alloys. Due to its combination of strength, melting point and chemical corrosion resistance, it makes an ideal material for many applications in engineering industries worldwide.
Aerospace industries are another key user of high-purity niobium alloys. Jet engines, rocket engines and spacecraft components regularly feature hot alloys based on this metal due to their excellent thermal resistance and processability.
American Elements offers Niobium plates, sheets and rods in various thicknesses and sizes for multiple applications, including coatings, thin films and ALD, PVD and CVD deposition processes.
Niobium is an attractive metal for jewellery due to its low toxicity, ability to be anodized to create various shades, and versatility for medical devices, including superconducting magnets for MRI scanners.
Niobium Plate Standards
Niobium plate is typically produced through cold working processes, including forging, rolling, swaging, and drawing. Once created, this chemically pure metal can be used in applications like synthetic diamond production, sputtering targets production, fibre optic application etc.
Niobium is a highly malleable metal, taking an inordinately long time to work and harden. It cuts easily with a jeweller's saw and can be formed into desired forms via hand shaping, dapping, chasing or forging.
Cold working processes such as rolling, drawing and forging can reduce niobium cross-sectional area by up to 90% before further annealing.
Niobium is an ideal material for spin casting and can be cast using conventional tools such as wood formers or steel roller wheels with appropriate lubricants. Unfortunately, however, niobium does not perform well when heated in traditional die presses; hence it is more suitable for smaller-volume production runs.
0 notes
Text
How are forged pipe fittings made - Metal forge India
How are forged pipe fittings made?
Forge steel fittings are crafted from forged carbon steel. Forging steel at its molten temperature produces strong fittings. The forged steel fittings are afterward machined from the heated steel. High-strength forged goods are incredibly robust and climate-resistant, creating an excellent seal in your piping systems and reducing the possibility of leaks. Fittings made of forged steel have a 37% higher fatigue strength.
As a leading manufacturer, stockiest, and supplier of forged pipe fittings in India, Metal Forge India is committed to providing high-quality products to our clients. Our forged pipe fittings are not only trusted in India but also exported to various countries around the world such as Brazil, South Africa, UAE, Bahrain, Italy, Indonesia, Malaysia, United States, Mexico, China, Peru, Nigeria, Kuwait, Jordan, Dubai, Thailand, Venezuela, Iran, Germany, UK, Canada, Russia, Turkey, Australia, New Zealand, Sri Lanka, Vietnam, South Africa, Kazakhstan, and Saudi Arabia.
In this article, we will explore how our forged pipe fittings are made, the benefits of using forged pipe fittings, and the applications of these fittings in various industries.
Forged pipe fittings
Forged pipe fittings are metal fittings that are created through a specialized forging process. During this process, a piece of metal is heated and then shaped into the desired form using a hammer or press. The forging process results in a fitting that is stronger, more durable, and more resistant to corrosion than other types of fittings such as cast fittings or fabricated fittings. Forged pipe fittings are used to connect pipes and other components in a pipeline, and they come in a variety of types, including elbow, tee, union, cross, cap, plug, bushing, and swage nipple fittings.
The Forging Process of Metal Forge India
At Metal Forge India, we use the forging process to manufacture our pipe fittings. This process involves heating a piece of metal, then using a hammer or press to shape it into the desired form.
Our forging process can be broken down into three stages:
Preparing the Raw Materials
The first step in the forging process is to prepare the raw materials. We use high-quality materials such as carbon steel, alloy steel, and stainless steel. These materials are carefully selected based on their intended use and the specifications of our clients. We also perform heat treatment on the raw materials to improve their strength and durability.
The Forging Process
Once the raw materials are prepared, we begin the forging process. This involves heating the metal to a specific temperature, then using a hammer or press to shape it into the desired form. At Metal Forge India, we use various forging processes such as open-die forging, closed-die forging, and seamless rolled ring forging. Each process has its own advantages and is chosen based on the specific requirements of our clients.
Post-Forging Processes
After the forging process is complete, we perform various post-forging processes to ensure the quality of our products. These processes include heat treatment, surface treatment, machining, and quality control. Our heat treatment process involves annealing, normalizing, quenching, and tempering. Surface treatment processes include shot blasting, pickling, and electroplating. Machining processes include drilling, threading, and milling. Quality control processes involve various tests such as ultrasonic testing, magnetic particle inspection, and dye penetrant inspection.
Types of Forged Pipe Fittings

At Metal Forge India, we offer various types of forged pipe fittings such as elbow, tee, coupling, union, cross, cap, plug, bushing, and swage nipple. As its, every type of fitting has its own unique features and applications.
Elbow
Elbow fittings are used to change the direction of a pipeline. At Metal Forge India, we offer various types of elbow fittings such as long-radius elbow, short-radius elbow, and reducing elbow.
Tee
At Metal Forge India, we offer various types of Tee Fittings, such as Straight Tee, Reducing Tee, and Barred Tee, which is used to connect three pipes together.
Coupling
Coupling fittings are used to connect two pipes together. At Metal Forge India, we offer a variety of types of coupling fittings, such as full coupling, half coupling, and reducing coupling.
Union
Union fittings are used to connect two pipes together and allow for easy disassembly of the pipeline. We offer various types of union fittings such as threaded union, socket weld union, and butt weld union.
Cross
Cross fittings are used to connect four pipes together. We offer various types of cross fittings such as equal cross and reducing cross.
Cap
At Metal Forge India, we offer various types of cap fittings such as end caps and pipe caps which are used to close the ends of pipes.
Plug
Plug fittings are used to close the end of a pipe or fitting. As we offer various types of plug fittings such as hex head plugs, square head plugs, and round head plugs.
Bushing
Bushing fittings are used to reduce the size of a pipe fitting. As we offer various types of bushing fittings such as hex head bushing, round head bushing, and reducing bushing.
Swage Nipple
Swage nipple fittings are used to connect two pipes of different sizes. We offer various types of swage nipple fittings such as concentric swage nipples and eccentric swage nipples.
These forged pipe fittings are available in various grades such as;
ASTM A182
A105
A105N
A350 LF2
A182 F5
A182 F9
A182 F11
A182 F22
A182 F91.
Moreover, at Metal forge India, Our forged pipe fittings are offered in Low Temp ASTM/ASME SA350 LF2 and Stainless Steel ASTM/ASME SA182 F304/L & F316/L.
Materials In which these forged pipe fittings are available:
carbon steel
high yield
alloy steel
stainless steel
duplex
super duplex
nickel alloys, and other exotic materials.
Benefits of Using Forged Pipe Fittings

There are several benefits to using forged pipe fittings over other types of fittings such as cast fittings or fabricated fittings.
High Strength
Forged pipe fittings are stronger than other types of fittings due to their manufacturing process. They are more resistant to pressure, temperature, and corrosion.
Improved Durability
Forged pipe fittings have a longer lifespan than other types of fittings due to their high strength and resistance to corrosion. This makes them a cost-effective solution in the long run.
Tight Tolerances
Forged pipe fittings have tight tolerances, which means they are manufactured to precise measurements. This ensures a perfect fit and reduces the risk of leaks or other issues.
Applications of Forged Pipe Fittings
Forged Fitting is widely used all over the world in different industries. Here are the top uses of Forged Fitting
Transporting materials: such as hot water, chemicals, oil, gas, and sulfur in various industries.
Automotive industry: air and water flow systems, and piping systems.
Sewerage systems: industrial water lines and water mains. Heating, ventilating, and air-conditioning equipment.
Construction industries: structural applications and scaffolding.
Homes and buildings: supply and exhaust piping, water pipes, and curtain rods.
Conclusion
At Metal Forge India, we use a specialized forging process to manufacture high-quality forged pipe fittings. Our fittings are trusted in India and exported to various countries around the world. We offer a wide range of fittings, each with its own unique features and applications. Using forged pipe fittings has several benefits over other types of fittings, including high strength, improved durability, and tight tolerances. Our fittings are used in various industries such as oil and gas, chemical, power generation, and water treatment.
1 note
·
View note
Text
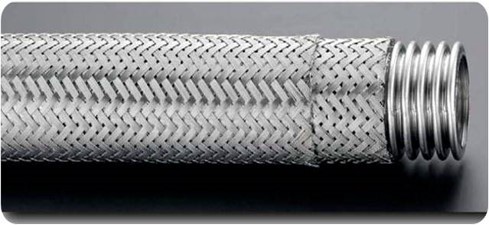
What is the manufacturing process for stainless steel corrugated hoses?
Stainless steel corrugated hoses are used in various industrial applications, from fluid transfer to gas handling. These hoses are made of thin-walled, flexible metal tubes corrugated to increase their flexibility and durability. This blog post will examine the manufacturing process for stainless steel corrugated hoses.
Step 1: Material Selection, the first step in manufacturing stainless steel corrugated hoses is to select the appropriate materials. The most common material in these hoses is stainless steel, known for its durability, corrosion resistance, and strength. The grade of stainless steel used will depend on the specific application and the operating conditions the hose will be subjected to.
Step 2: Corrugation The next step is corrugating the stainless steel tube. This is done using a specialized machine that bends the tube into ridges and valleys. The corrugation process not only increases the flexibility of the hose but also allows it to expand and contract under pressure without causing damage.
Step 3: Braiding once the stainless steel tube has been corrugated, it is often wrapped in a braided layer for added strength and protection. The braiding is typically made from a high-strength material such as stainless steel, which helps to prevent the hose from kinking or collapsing under pressure.
Step 4: Fitting Assembly The final step in the manufacturing process is to attach the fittings to the ends of the hose. This is done using various techniques, including welding, crimping, or swaging. The type of fitting used will depend on the specific application and the type of connection required.
Stainless steel corrugated hose manufacturers use advanced technologies and processes to ensure their products' highest quality and performance. These hoses are subjected to rigorous testing and quality control measures to ensure they meet or exceed industry standards.
In addition to their durability and strength, stainless steel corrugated hoses offer several other benefits, including resistance to high temperatures and corrosive chemicals, flexibility, and ease
of installation. As a result, they are used in various industries, including chemical processing, oil and gas, pharmaceuticals, and food and beverage.
Choosing a reputable manufacturer that uses high-quality materials and processes is important if you're in the stainless steel corrugated hoses market. Look for manufacturers that have a proven track record of delivering reliable and high-performance products and be sure to ask about their quality control and testing procedures.
In conclusion, the manufacturing process for stainless steel corrugated hoses involves selecting the appropriate materials, corrugating the tube, braiding the hose, and attaching fittings. Stainless steel corrugated hose manufacturers use advanced technologies and processes to ensure their products' highest quality and performance. These hoses offer several benefits and are used in various industries. When choosing a manufacturer, look for one with a proven track record of delivering reliable, high-performance products.
Description- Choose Flexotech for high-quality stainless steel corrugated hose manufacturers. Our trusted manufacturing process ensures reliable, durable, and flexible hose solutions.
0 notes
Text
4 Important Questions to Ask your Wire Products Manufacturer

Are you looking for custom wire products? Don’t know where to turn or what terms to type into your Google search box? Do you know whether you need a wire form or a wire fabrication?
A wire form is a part made from one piece of wire – Wire Guard Cage Manufacturing Company Products uses primarily steel or stainless steel wire. Wire forms can be made by straightening, cutting, chamfering, bending, forming, threading, swaging (flattening), piercing, drilling & milling.
A wire fabrication is comprised of several wire and metal component parts assembled or welded together as a higher-level component. Joining methods include welding, riveting, staking, fastening and other mechanical or manual assembly techniques.
As you talk to prospective manufacturers, here are a few questions to ask to make sure you choose the right one:
1. What equipment do you use?
This is a great question but it might not tell you everything you need to know. Depending on what you need made, certain machines are better suited for your project than others. Tell prospective manufacturers the details of your project (and send them the print and any particular specs too) and they can advise you if they have the right equipment and know-how to produce your parts. Some wire forms can be made with minimal tooling and a few operations – either automated with CNC 2D or 3D forming or via traditional means of cutting the wire & forming with hand benders, air benders or presses.
At Acme Wire Products, we’re constantly upgrading our equipment, technology, processes, and facility to provide top-of-the-line capabilities for your custom wire fabrication project.
2. What tolerances can you hold?
Acme Wire Products will work with you to find out what are the important functional areas of your part and how it will be used. Some engineers & product designers may overdesign or over-specify tolerances that may not be necessary or could add additional operations, tooling, and cost to producing the part. The more information that you can provide will assist us in providing the best part that meets your needs. Sometimes we obtain both a part and a print from a customer & find out that the parts that the customer has been receiving don’t meet their print callouts.
Typical tolerances for wire forming are +/-.010 per bend or +/- .060 overall tolerances on an assembly. Other tolerances can be achieved with specialized tooling or alternate processes.
Acme Wire Products reviews the part design to create the necessary features in the custom tooling that will allow us to provide you with the part tolerances required.
3. What’s your average turn-around time?
Depending upon the shops’ equipment, staff levels, experience and the specs of your specific project you may get a wide range of turn-around times. If the project is a new one, special tooling will have to be designed & built and samples made for customer approval before releasing the project to our production floor. When possible, provide extra lead time for best results. Lead times on recurring projects can range from 2 weeks to 8 weeks depending upon a variety of factors, as listed above.
At Acme Wire Products, we’re big supporters of our most valuable asset: our customers. We strive to do everything in our power to meet or exceed client expectations.
4. What are your qualifications and experience?
When possible, work with a manufacturer who is knowledgeable and knows their stuff. The investment in time and cost in your project can be significant, so make sure you’re comfortable with the company you choose as your partner and feel confident that they have the experience and technical skills to complete your project. A low upfront price may lead to costly redesign, rework due to poor or uneven quality or lost opportunities when delivery dates are not met.
At Acme Wire Products, we have been experts in the wire fabrication field for almost 50 years! Continual investment in equipment, personnel and factory improvements ensures that we will be able to handle your specialized requirements. We’re planning for the future and looking to supplement our existing equipment and technology with new processes that will enable us to increase our capacity, improve our output and remain competitive as a US-based manufacturer.
Acme Wire Products Co., Inc. of Mystic, CT specializes in designing and fabricating custom wire and metal products. As a full-service metal fabricator, Acme can utilize materials in addition to and in conjunction with wire, depending upon a customers’ requirement. Sheet metal, wire mesh, perforated stock, stampings or tubing are all materials that can be combined with wire to obtain the maximum effectiveness in solving our customer’s needs.
Content Source: https://acmewire.com/4-important-questions-to-ask-your-wire-products-manufacturer/
0 notes
Text
Achieving Precision And Strength With Cold Headed Wire

It has long been theorized that cold heading wire is a superior manufacturing method for achieving precise, strong parts. But can this theory be true? After all, isn’t precision and strength difficult to attain without the use of heat? It turns out, the answer is yes — cold heading wire does indeed provide both precision and strength when used in manufacturing processes. To explore further, let’s take a look at how manufacturers are using cold headed wire to achieve results they never thought possible.
Cold headed wire is an incredibly useful material in manufacturing due its combination of durability and malleability. Cold working techniques such as swaging or rolling allow manufacturers to shape steel into complex shapes with accuracy and consistency. This process enables them to produce high-quality products with consistent dimensions, tight tolerances, and outstanding strength characteristics.
For many industries, cold headed wires offer unique advantages over traditional hot forming methods because it eliminates problems like part distortion caused by excessive heat inputs during production. With cold heading technologies now available on the market today, more manufacturers than ever before are discovering just how much precision and strength can be achieved through cold formed parts. In this article we will discuss why so many companies have begun utilizing cold headed wires in their operations and what types of benefits they can expect from these materials.
## 1. Understanding Cold Heading Process
Cold heading is a manufacturing process like no other. It’s the equivalent of taking a bow and arrow, aiming at an invisible target, and nailing it bullseye every time! This precision-oriented method ensures parts are formed with accuracy and strength far beyond what traditional machining could achieve alone.
It begins with cold headed wire — metal that’s been heated until its malleable, then bent into shape using high speed punches or dies. The process can be used to fabricate bolts, screws, nuts, rivets and pins in many different sizes and shapes. In addition to being accurate and strong when finished, these components typically require less material than their traditionally milled counterparts.
The end result? High quality components that meet even the most stringent requirements for production assembly. All without wasting valuable resources or sacrificing performance. Cold heading is truly a winning combination for any manufacturer looking to increase efficiency while delivering consistent results on time after time!
## 2. Advantages Of Cold Headed Wires
Did you know that over 70% of fasteners used in the automotive industry are created through cold heading? This statistic alone should illustrate just how much of an impact this process can have when it comes to creating precision and strength with wire.
When compared to other methods, such as cutting or bending wires using heat, cold headed wires prove far more efficient. Cold heading allows for a wide range of shapes and sizes due to its ability to create complex geometries from one single piece of metal. Additionally, cold heading also reduces waste materials since no chips are generated during production. These savings make it cost-effective for manufacturers looking for reliable solutions at low costs.
On top of being time saving and economical, cold headed wires offer greater levels of durability and strength than any other method available today. The combination of high tensile strength and long-lasting performance makes them perfect for applications requiring continual use over extended periods — ideal for industries like medical device manufacturing where quality assurance is paramount.
## 3. Cold Heading Techniques For Maximum Strength And Precision
Achieving strength and precision with cold headed wire is like flying a jet plane — it requires the right techniques, an experienced hand, and expertise to get the most out of every flight. Cold heading is one such technique that can help you reach your destination quickly and safely.
The process itself involves using mechanical force or pressure to shape metal into specific configurations in order to create components with tight tolerances. This method has several advantages over traditional manufacturing processes: It’s more cost-effective because it eliminates wasted material; it produces parts faster; and its results are highly consistent and repeatable. Additionally, cold heading provides greater accuracy than machining because heat isn’t generated during the operation, which could potentially distort the final product.
Cold heading also enables manufacturers to use thinner pieces of metal while still producing strong finished products. By applying high levels of pressure to thin pieces of stock, they’re able to form complex shapes without compromising strength or dimensional accuracy. When done correctly, this process creates precise parts that have unbeatable tensile strength compared to similar machined items. So for anyone looking for superior quality components with maximum precision — cold headed wires may be just what you need!
## 4. Troubleshooting Common Issues With Cold Headed Wires
Cold heading wires can be incredibly useful in a variety of applications, allowing for precision and strength with minimal effort. But like any process, it’s not without its hiccups. Learning to troubleshoot common issues that may arise when cold heading wires is an important step towards achieving the desired result.
Take automotive manufacturing as an example. Cold headed wire parts are used in thousands of components from crankshafts to brake kits — each needing precise measurements and superior strength to ensure safety on the road. If something goes wrong during production, there could potentially be serious consequences down the line. That’s why understanding how to identify and fix common problems is so crucial for getting reliable results every time.
For instance, inaccurate lengths or diameters often occur due to operator error or machine malfunctioning. To prevent this from happening, operators should double-check their math before running a program cycle as well as regularly maintain the machinery itself by cleaning out dust particles and lubrication points within the system itself. Additionally, if head breakage occurs due to excessive force being applied while forming parts, then using alternative tooling or working at lower speeds might help reduce such risks.
By recognizing potential pitfalls ahead of time and taking proactive steps to address them, manufacturers can guarantee optimal performance each time they use cold headed wire products for their projects — no matter how complex those projects may be.
## Conclusion
At the end of the day, cold heading wire is a great way to achieve precision and strength in your projects. This process offers many advantages that make it an ideal choice for any machinist or engineer looking for accuracy and reliability. Cold heading techniques are used to maximize strength and precision while minimizing wasted material or time. Of course, troubleshooting common issues can be frustrating but with some patience and expertise you’ll find solutions that work best for you.
In conclusion, I’m amazed at how versatile this technique has become over the years. It’s one of those processes where you reap what you sow — if done correctly with quality materials, there’s no doubt that you will get results beyond expectation! With its ability to produce fine details on small parts with maximum accuracy and strength, cold headed wires continue to be an indispensable tool for modern engineers and craftspeople alike.
Contact Us
Systematic Wires Pvt. Ltd.
Sy.№202–204,206–210, Village Dheku,
Khalapur Road, Khopoli, Dist Raigad,
Maharashtra 410203
Phone number:- +91 9820190081
Email Address:- [email protected]
Website:- https://sysconwires.com/
0 notes
Text
Pipe Fittings by DEE Piping Systems
When it comes to industrial pipe fitting arrangements, DEE Piping System is one name you can trust blindfolded. The wide-ranging variety of pipe spools and fittings manufactured by DEE remains the lifeline for several units of numerous industries.
From nuclear power generation plants to chemical manufacturing units, DEE’s piping fittings remain indispensable for smooth and fast operations. The following list includes some of DEE’s premium pipe fittings that find extensive application in various industries.
Elbows
Tees
End caps
Reducers
Couplings
Induction Pipe Bends
Swages
O’lets
Plugs
Return Bends
Stub Ends
Y Pieces
Transition Pieces
Clamps and Trunnions
Industries That Use Piping Solutions
Petrochemical industries
Heavy machine manufacturing units
Chemical manufacturing units
Food processing industry
Fertiliser producing units
Oil and natural gas
Defence projects
Construction industry
The industries mentioned above are only a few that use piping solutions extensively. There lie many more industries that find bends, elbows, ends, and many other parts essential for their manufacturing or processing units.
Why Do the Industries Rely On Quality Piping Solutions?
Industries use different types of pipe fittings for different purposes. While transporting a flow into multiple channels can be a requirement for one unit, combining multiple flows into one can be another industrial need.
Accordingly, some need fittings suitable for dividing a single flow into multiple channels and some need pipe spools to receive liquids or gas from multiple channels.
Distributors
Elbow pipe fitting, tees, and Y Pieces are a few examples of pipe fittings that the industries integrate with their pipelines to manage the flow of materials. Depending on the direction of flow, the industries integrate these pieces to make the entire system faster and more productive.
On one hand, elbow joints deliver the materials flowing through the pipelines to multiple channels. On the other, via ‘Y’ joints, the channels also join where the combined flow begins.
Therefore, industries can use DEE’s durable and perfectly structured elbows and tees for channelizing materials according to their requirements.
Joiners
Fitting items like couplings, unions, adapters, etc., find extensive application in several industries for joining various pipelines. For building long and seamless flow channels, these pieces with male threading offer leakage-proof joints.
Benders
Induction bends and the return bends, manufactured by DEE remain available in multiple shapes featuring customised angles.
While 30-degree, 45 degrees, and 60-degree bends remain the most popular choices, you can also order bends of other angle measures if your factory setup needs so. Therefore, DEE, a leading piping company in India, offers customised alternatives ideal for your specific production requirements.
Closers
Ends, stud ends, caps, etc., are the common varieties of closers used in multiple industries. DEE has a plethora of varieties for these pieces. Place these at the end of any pipeline and it will remain secure for a long time.
DEE Piping System uses only the best quality materials like alloy steel, carbon steel and stainless steel for manufacturing its wide spectrum of piping solutions. The stainless-steel fittings can withstand harsh conditions like high heat and pressure.
Additionally, these remain corrosion-resistant and ideal for subsea piping requirements. Explore the entire collection of DEE’s products to pick the best ones for your requirements.
#piping company in India#Elbow pipe fitting#Pipe spools#Induction pipe bends#dee piping systems#dee piping
0 notes
Text
Dangers Using Wood Stair Cleats
Metal Grating is used in all places somewhat each business because of its main benefit of providing security and security to the staff and machines. One other limitation of the use of such a power is the existence of cloudy days, when the solar energy seize potential decreases significantly due to the shielding of the Sun, limiting the applications of this form of renewable vitality. The cross bars are then swaged forming a constructive mechanical connection. Some buildings of the wall with 304, 8 mirror polished stainless-steel as a fabric. It has its necessary use, one is to offer safety for going up and down the steps, and the other is to carry up the balustrade of the staircase.
North America led by U.S., is anticipated to develop over 7%. Favorable rules and growing development of latest structures accompanied by the structural strengthening projects will propel the FRP rebar market on this area. Our anti-slip SafeDeck Perforated Staircases and Stair Treads are a popular choice amongst our prospects for Industrial, Architectural and Business applications. Open Steel Flooring stair treads are robust and sturdy with slip resistant surfaces bar grating manufacturers and are good structural elements for fireplace escapes and platforms.
The primary purpose for mezzanine floor development within a shop or warehouse will probably be for saving shop flooring space. It is about water split into hydrogen and oxygen by modern nano strategies, using ultraviolet radiation, so that the power used to separate water into its parts being lower than that obtained then by burning hydrogen. These metallic treads do not have to face up to the climate, but they do have to carry up with heavy foot visitors. There are a number of types of such engines, ranging from small engines to several hundred horsepower engines.
The Breville Juicer 800JEXL has a really big range of features. Platform grating is principally used within the parking zone, energy plant, manufacturing unit, waste therapy factories because the operating or parking locations. Establish the variety of Stair Treads and the size(s) desired (width and size). Berto, Filippo; Gagani, Abedin; Petrescu, Relly Victoria V.; Petrescu, Florian Ion T.; 2017 A Review of the Fatigue Strength of Load Carrying Shear Welded Joints, American Journal of Engineering and Applied Sciences 10(1):1-12.
One other instance of stainless-steel as a important materials for out of doors end structure is the well-known arch that stands on the river. Heavy Duty Gratings have been developed over time for use in areas the place the grating installation is subject to extraordinarily excessive concentrated hundreds, similar to fork-carry vans and highway vehicles. Pelton turbines are single or a number of jet turbines, each jet being designed with a needle nozzle to control the stream. In the event you must cowl an extended distance with your materials, or in case you have heavy-obligation equipment to maneuver, a portable yard ramp would be more suitable.
1 note
·
View note
Link
Yashwant industries is one of the leading manufacturers of hydraulic deep draw press machine,circle cutting,trimming machine,shearing machine,linear welding machine,swaging machine,wheelbarrow machine,pavali machine in Ahmedabad
#Hydraulic deep draw press#hydraulic deep draw press machine manufacturer#hydraulic deep draulic deep draw press machine in india#hydraulic deep draw press machine supplier in india
0 notes
Text
Metal Forging: All About Different Forging Methods And Their Uses | Pahladrai Forgings
Forging is a manufacturing process in which the metal is pounded, pressed or squeezed under heavy pressure into high powered strength parts known as Forging. The process is typically performed by preheating the metal into its desired temperature before it is given the shape. But it is crucial to remember that this process is entirely different from that of Casting Process, as the metal used is never poured or melted, which is being done in the casting process.
Why Use Forgings And Where Are They Used?
Forging process creates stronger parts than those, which are manufactured by any other metal process. This is the reason Forging process is more preferred as reliability and human safety are utmost important. You will rarely find forgings in daily day to day life as they are the component inside parts of assembled items such as automobiles, airplanes, ships, oil drilling equipment, engines, tractors, missiles, all other kinds of capital equipment to name a few.
Who Purchase These Forgings?
These customized parts vary in various shape, size and finesse - from the wrench and hammer in your toolbox to accommodate tolerance precision parts in the Boeing 747 and NASA space shuttle. In fact, a 747 Boeing contains nearly 18,000 forgings. Some of the purchasers and consumer markets include national defence, aerospace, agriculture, automotive, mining, construction, material handling and general industrial equipment.
What Metals Are Forged?
Any metallic substance can be forged. However, the common metals which are used are alloy and stainless steels, carbon, brass, copper, aluminium, titanium, hard tool steels, and high-temperature alloys containing cobalt, molybdenum or nickel. Each of these metals has its own distinct weight or strength characteristics which provide maximum utilization if best applied to any specific parts by the customer.
How Are Forgings Produced?
Gear Forging, or copper Forging , or be it forged steel rings, are all done by customized shaping of the metal by deformation that includes a myriad of techniques and equipment. The key to understanding forging designs, one needs to know the forging characteristics and operations of how the metal flow and what each produces. Forging is one process which takes into the metal's natural flow of grain into its advantage to confirm the unique contours of each part.

Hammer and Press Forging
The forging copper and other metals are carved into shape either by a press or a hammer. Forging done by the hammer is conducted out by repetitive blows. But the hammer forging and its productivity all depend on the techniques and skill of the operator. With the rise of technology and the arrival of automated hammers, it has resulted in the lesser time taken, enhanced flexibility and lesser worker dependency. During the process of the press, the stock is hit usually once in each blow.
The Open Forging or Hammer process
Open die forging is nothing but a modern day extension of the hammer and press process that a metal smith practised in anvil the pre-industrial period.
In the open die forging process, the workpieceis not entirely held in the die to give the desired shape. Usually, the open die forging technique is connectedwith large parts such as metal shafts, sleeves and disks. Most of the open die forging products is built on flat forging dies. Sometimes the round swaging dies and V-shaped dies are utilised in along with the flat dies.
Methods implemented on open die presses include:
· Outstretch and reduce the cross-section of the ingot or billet and expand it
· Upset forging to decrease the length of the ingot or billet where only one side of the metal requires forging
· Upset, outstretch, and piercing processes coupled with forging over a mandrel for unevenly shaped forged steel rings
As the open die forging includes hammered or pressed workpiece, it is frequently manipulated within the dies till it gets its final forged shapes. Because the process depends more on the workers' skill, this process is ambiguous and substantial workpiece stock quantities are preserved to provide forging abnormalities.
The forged parts of the workpieceare roughly shaped and finished to final dimensions. But with the increasing demand and use of the open die forging method and all other forging processes of this type are being automated.
On the other hand, the features of roll-forged elements are very satisfying. In most cases, roll-forged components have no flash, and the metal grain structure is convenient and constant in all parts. The forged steel rings and rolls offer a certain amount of descaling, making the product exterior smooth and free of scale pockets.

Impression Die Forging
In the impression die forging process, two dies are taken together and the workpiece goes through plastic deformation until its developed sides reach the side walls of the die.
During the process of impression die forging, some material starts to slip outside the die impression, forming some flashes.
Once the flashes cool down, they form intensified resistance to deformation. These cooled flashes build pressure inside the bulk of the workpiece and help material flowing into the vacant impressions.
Closed die forging, another type of impression die forging, is performed within a narrow cavity that restricts excess material from flashing out. This process is not dependant on the flash formation. Thus this is the most popular type of impression die forging.
The forging dies become more influential than the workers' skill in case of impression die forging methods. Impression forging program usually shapes materials and finish the piece with the preform, pierce, or cut method.
Precision Forging
Precision Forging means close-tolerance or close to final type forging. This forging technique is not a special technology but an advancement of the existing forging methods to a point where the forged part can be fitted with little or without any subsequent machining.
These advancements include not only the forging method but also preheating, descaling, lubricating, and temperature control works. But the application of Precision Forging method depends on the relevant financial condition of the business. Due to expensive tooling and development costs, precision forging is usually limited within the exceptionally high-quality apparatus.
Steel Ring Rolling
Ring rolling has grown from an art to a stringently managed engineering method. Faultless forged steel rings and other metal rings are constructed on a wide range of equipment.
Ring rolling gives a product a consistent, smooth exterior with peripheral grain orientation. These rings generally have diverging strength and elasticity, and often are less costly to manufacture than closed die forgings.
In whole, the ring rolling process gives uniform grain flow, ease of production, and adaptability in material, volume, size and geometry.
Cutting-edge ring rolling apparatus can roll different shapes in both inner and outer breadth of the forged ring, allowing them for unique weight reductions,and reduced material and machining expense.
Extrusion
In the Extrusion method, the forging workpiece is put in a container and pressed till it reaches the flow-stress level. The workpiece then thoroughly fills the container, and further pressure causes it to move through the cracks, and create the extruded metal piece.
There are different variants of the extrusion process, and many of them are patented. In all states, the degree of heating, the competence of scale elimination or restriction, and the effectiveness of lubrication are matters of obvious concern. The variety of shapes produced through hot extrusion is various. Dimensional precision, surface property, and productivity are high, and a higher range of deformation can be accomplished in a single procedure than in any other metal forging technique.
Extrusion can be Direct as well as Reverse, depending on the direction of motion between the ram and the extruded product. An extruded product can be both hollow and solid. Tube extrusion is ideal of forwarding extrusion of hollow shapes, and reverse extrusion is best for mass manufacturing of containers.
Piercing
Piercing method is closely connected to reverse extrusion process. However, it is recognised by the higher flow of the punch that is related to the velocity of the workpiece material.
Secondary Processes
Along with the primary forging methods, secondary methods are also employed often.
Deformation -The deformation method is such a secondary forging process where divergent compression is applied. The width of the drawing ring may be reasonably smaller than the external width of the pre-forged crust to manage or reduce wall density and raise the height of the shell in a drawing or ironing procedure.
Bending - Even after the completion of copper forging, forged gear, or any other metal forging process, bending can be performed. Furthermore, bending can be applied at any stage of the forging process.It is nearly impossible to build complicated shapes in only one die impression. Thus performing forging stock by bending or rolling the forged metal, or by following a fundamental die may be more profitable.
Preform Forging - The preform design in metal forging performs an essential role in advancing the forging product characteristic, such as defect-free quality and proper metal movement. Preforming also helps in improved productivity, extended die life, and reduced worker expenses. Copper Forging, steel forging or any other metal forging in single die impression is usually effective for much smaller parts.

Special Techniques
After deformation of metal, the forged parts often undergo added metalworking. In case of open die forging the flash is removed. The punched holes may be required, and polished surface finish, as well as closer dimensional accuracy, may be needed. To meet the requirements, additional forging techniques are implemented.
Trimming - Flash is trimmed before the forged metal is ready to use. Seldom, mainly with crack-sensitive alloy metals, trimming is done by grinding, sawing, milling, or flame cutting.
Coining - It is typically the sizing works with stress applied to sharp surfaces to increase tolerance, smoothen surface, and reduce draft. Coining is usually performed on exteriors parallel to the parting line, while ironing is meant to be forced by a cup-shaped element through a ring to measure on the outward diameter. Minor metal flow is included in either direction and flash is not grown
Swaging- This is related to the open die forging method how the stock is drawn out within the flat, narrow dies. However, instead of stock, the hammer is wheeled to deliver increased blows to give the forged metal the desired finishing. Swaging can be paused at any stage in the length of stock and is usually used for pointing tube and bar ends and for manufacturing advanced columns and shafts of decreasing width.
Different Types of Forging
There are three major types of forging – Cold Forging, Warm Forging and Hot Forging.
Cold Forging
Cold forging involves either closed die forging or the impression die forging with lubrication and circular dies at or near room temperature. Cold forging usually processes carbon and standard alloy steels like forged steel rings. These cold forged workpieces are generally proportional and rarely exceed 25 lb. The main benefit of cold forging is the material savings due to its exact shapes that need little or no finishing. Fully enclosed impressions and extrusion metal flow allow draftless, close-tolerance elements. Thus, production rates are very high with outstanding die life. While cold forging usually enhances the mechanical qualities, the change is not useful in commonoperations and economic advantages are principal interest here.
Warm Forging
Warm forging has plenty of economic benefits that mark its rising use as a production technique. In the warm forging, the temperature range of forging steel runs above room temperature to below the recrystallization temperature. However, the temperature ranging between 1,000 and 1,330°F is most preferred for the highest commercial potential for warm forging. Compared to cold forging, warm forging has the potential benefits of minimised tooling charges, decreased press loads, improved steel ductility, removal of the need to tempering preceding forging, and desirable forged properties that lead to eliminating further heat treatment.
Hot Forging
In Hot forging method recrystallization occurs concurrently with deformation, thus circumventing strain crystallisation. For this to occur, high workpiece temperature, resembling the metal's recrystallization temperature, must be achieved during the entire process. The kind of hot forging is isothermal forging, where materials and dies are heated to equal temperature. In nearly all instances, isothermal forging is carried on super-alloys in a vacuum or extremely repressed atmosphere to stop oxidation.
Get in touch with us
Name- Pahladrai Steel Forging Works
Email- [email protected]
Phone No- +91 9792114433
Website- http://www.pahladforgings.com
Adderss- 83/141 Juhi Kanpur - 208014
1 note
·
View note
Text
What Is Wire Forming?
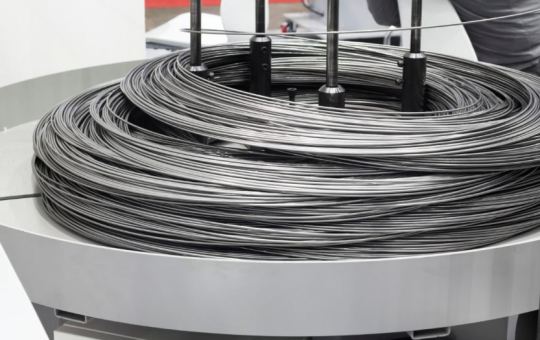
Wire forming is a method for applying force to change the contour of wire by bending, swaging, piercing, chamfering, shearing, or other techniques. The various techniques for wire forming can produce any type of shape, form, or configuration. The process starts with coiled wire that is straightened before being formed.
Common metals used for wire forming include steel, brass, stainless steel, copper, aluminum, and a variety of different alloys. The diameters of wires vary from 0.5 mm to 6.5 mm, or 1/64th of an inch to a quarter inch and can produce 2 and 3 dimensional wire forms.
The types of equipment to complete wire forming vary between manual crafting to advanced CNC programmable machines. The process includes options for coating and protecting final products for use in harsh conditions.
Methods Used for Wire Forming
Though there are several types of equipment used to perform wire forming, in most cases, wire roof guard
machines are manually or automatically operated. Manual machines include ones that are operated by manual force and ones that are electronic but manually loaded. Automatic machines have advanced computer numerically controlled (CNC) programming and complete production without manual involvement.
Methods For Wire Forming
Wire forming is performed using several different processes each designed to achieve a different shape, pattern, or configuration. The methods of wire forming are used for other part production but have been adjusted for wire forming.
Manual Wire Forming:
The oldest method for wire forming is manually operated machines, which involves a hand lever and spindle. Manual machines can be drawn or rotary die and have gears that increase the applied bending force.
Coil Wire Forming:
Coil, or spring wire forming, involves winding wire around a metal blank. It is also used for the manufacture of electrical coils where a conductive wire is evenly wound around a ferromagnetic core. Coil winding takes different forms depending on the final product. Electrical coils have to be more precisely wound than springs and can require more than one winding.
Roll Wire Forming:
Roll forming is a cost efficient method for the production of flat, round, and other shapes of wire parts. The process can manufacture undercuts, knurls, pointing, chamfers, grooves, surface finishes, collars, and threads. Roll formed wire parts have extra strength after being hardened, having rounded edges, and being prefinishing.
Bend Wire Forming:
In the wire bending process, wire can be shaped into unlimited configurations to fit any application. Diameters of 0.4 mm to 16 mm, or 0.016 in to 0.625 in, can be easily formed. Since the bend in the wire is made prior to the wire being cut, the process has no scrap or waste and does not need secondary finishing.
CNC Wire Bending:
CNC wire bending machines can be pneumatic or hydraulic for efficient and rapid production. They can bend and shape rebar to 180o using single or double wire. The machine straightens the bar prior to the bending process. CNC machines have exceptional accuracy and cut wire to the exact required dimensions. The types of wire a CNC machine can be programmed to shape includes music, hard drawn, basic or coated metals, 300 series stainless steel, brass, and beryllium copper. Wire diameters vary between 0.008 in to 0.250 in or 0.0203 mm to 6.35 mm.
0 notes
Text
A reliable SMT spare parts manufacturer and supplier
While designing or manufacturing a printed circuit board, it’s necessary to have the necessary machinery and equipment in place to make the process easier and ensure high-quality results. Surface Mount Technology is used in a majority of electronic devices today and has a lot of advantages over traditional thru-hole packages. Surface Mount Technology is a crucial part of the electrical assembly in electronics which deals with mounting the components onto the PCB.
Southern Machinery is among the most reputed SMT machine manufacturers that can help you minimize costs and efficiently create PCBs. SMT machines have enabled PCB designers to create highly complex circuits with ease. The automatic PIN insertion machine makes Inserting, swaging, and unloading a fully automatic process. Surface mount technology has enabled PCB designers to introduce highly complex electronic circuits with smaller assemblies.
As a leading SMT machine manufacturer and SMT spare parts manufacturer, Southern Machinery has reached clients globally, helping them solve all their SMT needs. We are a one-stop solution for our clients. Surface mount components do not require numerous drilled holes. They are lightweight and suitable for higher density, making them ideal for mass production.
SMT has numerous advantages for PCBs
There are numerous advantages of SMT and not only do they lower costs, but they also help make assembly simple and error-free. SMT enables higher circuit speeds and compact PCBs. Components can be easily placed on both sides of the circuit boards for an increased number of connections. Electromagnetic high-frequency performance.
There are numerous advantages of SMT design such as reduction in weight, complete utilization of board space, reduction in electrical noise, reduced manufacturing costs, minimized handling costs, and a controlled manufacturing procedure. A majority of electronics manufactured today utilize surface mount technology for creating PCBs.
SMT is suitable in some cases and should be considered using if you want to accommodate a high density of components, want to reduce errors, create compact products, want products that are leek products and functioning of the device, or if you want to mass-produce products with automated technology. As a leading SMT machine manufacturer, Southern Machinery can help you automate the manufacturing process.
We are an SMT spare parts manufacturer and supplier that creates machines that will help you create lightweight and compact designs with very little noise. The process of production is a lot simpler and faster when it comes to SMT. Our machines and products can add to functionality and ease of use. SMT is being popularly utilized over other methods today and reducing errors is crucial.
This is where automation can be beneficial depending upon the application of the device. Knowing the numerous advantages of surface mount technology can help you take advantage of the ease it brings to your production. In the electronics industry today, there's almost no product that s created without SMT. Optimizing your PCB design and assembly is possible by utilizing SMT machines by SMTHELP.
A leading SMT machine and spare parts manufacturer
It's undeniably important to choose an SMT spare parts manufacturer and supplier that will help you with the required components for the new PCB assembly. Designers need to have the required variants of parts that are easily available at SMTHELP. We can also assist you with replacement parts. SMT makes PCBs much easier to manufacture because they are small, faster to place, and can be placed on both sides quickly.
This also reduces the manufacturing cost of PCBs. If you want to reduce costs and create smaller PCBs, SMT components are the right choice for you. They're smaller than through-hole through-hole devices and weigh much lesser too. With an increasing number of electronics focusing on various sizes, smaller components on the PCB are a required advantage.
The physical attributes of SMT components also make them faster to place during assembly, resulting in a lesser overall expense. Surface Mount Technology has made incredible advances lately which have resulted in more efficient and cost-effective. High volume production now calls for the use of effective SMT machines and products that can make the process easier through automation. Southern Machinery can help you with any SMT project that you have.
#SMT machine manufacturers#SMT spare parts manufacturer and supplier#Automatic PIN insertion machine
0 notes
Text
Metal Stamping Market Supply Chain to Witness an Outstanding Growth by 2026
Metal Stamping Market: Overview
Metal stamping is the process of using stamping presses, i.e. machinery fitted with dies, to provide three-dimensional shapes to sheet metals such as stainless steel, aluminum, zinc, and copper.
Read report Overview-
https://www.transparencymarketresearch.com/metal-stamping-market.html
These shaped metals are then used in various big and small products, ranging from pots and pans to automotive parts and large machineries. Metal stamping is an industrial process. It is replacing several existing metal forming processes such as die casting and forging due to advantages such as low production costs owing to high production rate. Other benefits include creation of stronger and more durable products.
Metal Stamping Market: Key Segments
The global metal stamping market can be segmented based on type of machine, application, end-user industry, and region.
Get Brochure of the Report @
https://www.transparencymarketresearch.com/sample/sample.php?flag=B&rep_id=51714
Stamping machines or presses occupy considerable floor space in a factory. Its basic operation is to ram a metal die arm downwards toward a lower die with the aim and force of shaping, cutting, or working on a metal sheet. The powering mechanism of the machine depends upon the type of the machine. Essentially, metal stamping presses can be mechanical, hydraulic, or servo. Mechanical stamping press operates on motor-driven flywheels, while hydraulic press uses water pressure. Customized servo motors are also used to power stamping presses.
Metal Stamping Market: Drivers & Restraints
Metal stamping is carried out using various functions such as blanking, punching, metal tooling, coining, embossing, and deep drawing. The production of metal shape can involve one, several, or all of the functions.
Pre Book now our premium research report @
https://www.transparencymarketresearch.com/checkout.php?rep_id=51714<ype=S
Blanking is a task, wherein a metal workpiece is removed from the primary metal sheet by ramming the die arm into the metal sheet. The removed piece of metal can either be a new workpiece or a blank. Similarly, the punching process is used to punch holes of required size, shape, quantity, and design into metal sheets. Blanks as well as metals removed to make holes can be recycled into other products.
Metal tooling involves several steps to produce metal components according to customized specifications of clients. Production can also be assisted by software in case of extreme precision requirements. Deep drawing is another process, wherein software, in the form of CAD/CAM computer generated drawing, is used to manufacture three-dimensional objects. Embossing is the process used to stamp a design into the metal from the back, resulting in a raised pattern on the front of the piece. Coining is a pressing task to stamp intricate details into the metal sheet. Other functions include shaving, trimming, forming, and swaging.
More Trending Reports by Transparency Market Research –
https://www.prnewswire.com/news-releases/enhanced-oil-recovery-market-to-expand-at-cagr-of-4-7-from-2021-to-2031–tmr-study-301486557.html
Metal Stamping Market: Regional Outlook
These tasks lead to the manufacture of products used in various industries such as transportation, electrical & electronics, consumer goods, telecommunication, and industrial machinery. In terms of region, the metal stamping market can be segmented into North America, Latin America, Europe, Asia Pacific, and Middle East & Africa. The metal stamping market is directly affected by the amount of manufacturing that takes place in a region or country. Asia Pacific is a hub for metal stamping.
Metal Stamping Market: Key Players
Large numbers of companies provide metal stamping services. These are spread across various regions and have varying degrees of reach and expertise. Major metal stamping market include HTT Inc., Brandauer, Nelson-Miller, Alcoa, Thyssenkrupp, and American Axle & Manufacturing.
About Us:
Transparency Market Research is a global market intelligence company, providing global business information reports and services. Our exclusive blend of quantitative forecasting and trends analysis provides forward-looking insight for thousands of decision makers. Our experienced team of Analysts, Researchers, and Consultants, use proprietary data sources and various tools and techniques to gather, and analyse information. Now avail flexible Research Subscriptions, and access Research multi-format through downloadable databooks, infographics, charts, interactive playbook for data visualization and full reports through MarketNgage, the unified market intelligence engine. Sign Up for a 7 day free trial!
Contact Us
Mr. Rohit Bhisey
Transparency Market Research,
90 State Street, Suite 700,
Albany, NY 12207
Tel: +1-518-618-1030
USA – Canada Toll Free: 866-552-3453
Email: [email protected]
Website: https://www.transparencymarketresearch.com/
0 notes
Text
Wire Forming Process

There are four basic steps to the Custom Formed Wiring process that have to be considered when making the decision for having a part or component wire formed. They include the selection of the proper type of wire for the application, straightening the wire before it is processed, the application of force to create the design configuration, and the need for secondary processing.
Wire Form Process
Wire Selection:
The gauge, diameter, and type of wire for the wire forming process is determined by the initial CAD design. Steel and stainless steel are the most common types of wire for applications that require resilient and long lasting components. Lightweight wires, such as aluminum and copper, are used for less demanding conditions. Wire can be made of low, medium, and high carbon steel, as well as stainless steel, aluminum, copper, brass, and various alloyed metals.
Wire Straightening:
Wire is stored in coils and has to be straightened before processing. During the straightening, stress deformities accumulated in storage have to be removed. Machine rolling is used to straighten wire. Uncontrolled irregularities can lead to a poor wire form.
Applying Force:
Wire forming requires the application of force to change the contour and shape of the wire into the desired form. The shaping process is designed to produce a wide array of shapes and configurations. Force is applied by hand or various automated equipment with dies and cutting tools. CNC and four slide machines are used for high volume production.
Finishing:
The need for finishing depends on the type of product. Wire forming may not require finishing depending on the design of the product. There are cases where cuts, grooves, heading, coining, swaging, and other after production adjustments have to be made. The most important function is ensuring that burrs and sharp edges are adjusted and removed.
Contact Acme Wire Products today to answer your questions and provide you with a custom quote today.
CONTACT ACME WIRE PRODUCTS
Acme Wire Products has designed, recommended and manufactured custom wire components for customers in many diverse markets. We offer the benefit of our almost 50 years’ experience in the manufacture of component parts for hardware, medical & lab equipment, cable management, sporting goods, firearms, furniture, guarding, HVAC, pharmaceutical, automotive, optical and food service and processing industries.
Acme Wire’s designers work with our customers to create a wire component that will provide the greatest functional value. The design of wire products such as levers, handles, supports, rings, guards, baskets, trays, grids, frames, shelves are limited only by one’s imagination (and the limitations of technology).
Contact Acme Wire Products to assist you in determining the wire product best suited to your requirements!
Call Acme Wire Products at 1-800-723-7015 to get started.
Content Source: https://acmewire.com/wire-forming-process/
1 note
·
View note
Text
Olympic Tool & Die Inc.
Address: 1107 Westport Crescent, Mississauga, ON L5T 1E8, Canada
Phone: (905) 624-8282, 877-402-8282
Website: http://olympictoolanddie.com/
Business Email: [email protected]
Operating since 1976 and ISO registered, Olympic Tool & Die has consistently produced uncompromising quality in Tool and die manufacturing, wired EDM, metal stamping, tube bending, welding, CNC machining, laser cutting, custom die making, cmm & quality, project management, car parts manufacturing, wheelchair manufacturing etc.
We also have all sorts of manufacturing solution for -
Progressive Dies
Transfer Dies
Draw Dies
Forming Dies
Roll Form
Industry Dies
Prototype
Blanking Dies
Swage Dies
Compound Dies
Secondary Operation
1 note
·
View note
Last Seen Blogs

coghive
Untitled
thedarkelf
Mirkwood elf

petitgateau911
little cake

theunderestimator-3
THE UNDERESTIMATOR

golocal
Go Local