#rotary vane vacuum pump
Text
Rotary Vane Vacuum Pump

Rotary Vane Vacuum Pump is used for creating a vacuum in various applications,The pump operates by using rotating vanes (blades) that slide in and out of slots in a rotor, As the rotor turns the vanes create chambers of varying volumes, allowing the pump to draw in and compress gases or vapors, ultimately creating a vacuum.The cycle repeats as the rotor continues to rotate, creating a continuous vacuum.Efficient air cooling system.Pumping Speed=1050L/min; Ultimate Pressure=50-pa; Oil Capacity=2l; Rotating Speed=1400-rpm;for more visit Labtron.us
0 notes
Text
How does a rotary vane vacuum pump work?
Oil sealed rotary vane vacuum pump working principle
A rotary vane vacuum pump (referred to as a rotary vane pump) is an oil-sealed mechanical vacuum pump. Its working pressure range is 101325~1.33×10-2 (Pa), which belongs to the low vacuum pump. It can be used alone or as a backing pump for other high vacuum pumps or ultra-high vacuum pumps. It has been widely used in production and scientific research departments such as metallurgy, machinery, military industry, electronics, chemical industry, light industry, petroleum, and medicine.
The rotary vane pump can pump out the dry gas in the sealed container, and if it is equipped with a gas ballast device, it can also pump out a certain amount of condensable gas. But it is not suitable for pumping gas with high oxygen content, corrosive to metal, and chemical reactions to pump oil and dust particles.
The rotary vane pump is one of the most basic vacuum-obtaining equipment in vacuum technology. Rotary vane pumps are mostly small and medium-sized pumps. There are two types of rotary vane pumps: single-stage and two-stage. The so-called two-stage is to connect two single-stage pumps in a series structure. Generally, it is made into two stages to obtain a higher vacuum degree. The relationship between the pumping speed and the inlet pressure of the rotary vane pump is stipulated as follows: when the inlet pressure is 1333Pa, 1.33Pa, and 1.33×10-1 (Pa), the pumping speed value shall not be lower than 95%, 50% and 20%of the nominal pumping speed of the pump.
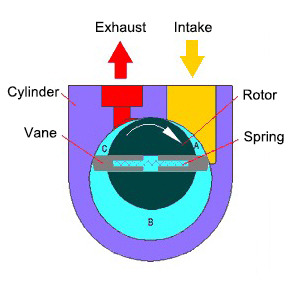
The rotary vane pump is mainly composed of the pump body, rotor, rotary vane, end cover, spring, and so on. A rotor is eccentrically installed in the cavity of the rotary vane pump, the outer circle of the rotor is tangent to the inner surface of the pump cavity (there is a small gap between the two), and two rotary vanes with springs are installed in the rotor slot. When rotating, relying on the centrifugal force and the tension of the spring to keep the top of the rotary vane in contact with the inner wall of the pump chamber, the rotation of the rotor drives the rotary vane to slide along the inner wall of the pump chamber.
The two rotating vanes divide the crescent-shaped space surrounded by the rotor, the pump chamber, and the two end covers into three parts A, B, and C, as shown in the figure. When the rotor rotates in the direction of the arrow, the volume of space A communicating with the suction port increases gradually, and it is in the process of suction. And the volume of space C communicating with the exhaust port is gradually reduced, just in the process of exhausting. The volume of space B in the middle is also gradually decreasing, which is in the process of compression. Since the volume of space A gradually increases (that is, expands), the gas pressure decreases, and the external gas pressure at the inlet of the pump is higher than the pressure in space A, so the gas is inhaled.
When space A is isolated from the suction port, it turns to the position of space B, the gas starts to be compressed, the volume gradually decreases, and finally communicates with the exhaust port. When the compressed gas exceeds the exhaust pressure, the exhaust valve is pushed open by the compressed gas, and the gas passes through the oil layer in the tank and is discharged into the atmosphere. The purpose of continuous pumping is achieved by the continuous operation of the pump.
One stage rotary vane vacuum pump working principle
The single-stage rotary vane pump has only one working chamber, and the pump is mainly composed of a stator, a rotary vane, and a rotor. The rotor is installed eccentrically in the pump chamber, and two rotating vanes are installed in the rotor groove, which is close to the cylinder wall due to the elastic force of the spring (there is also a centrifugal force of the rotating vanes after rotation). The rotor and vanes divide the stator cavity into suction and discharge.
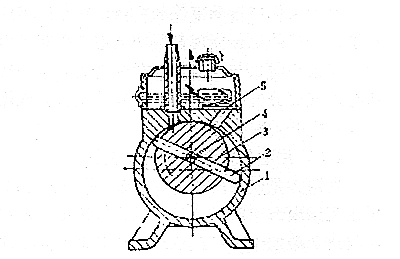
When the rotor rotates in the stator cavity, the volume on the side of the air inlet is gradually expanded periodically to inhale the gas, while the volume on the side of the exhaust port is gradually reduced to compress the inhaled gas and discharge it from the exhaust valve.
The vent valve is immersed in oil to prevent atmospheric air from entering the pump. The vacuum pump oil enters the pump chamber through the oil hole and the exhaust valve so that all the moving surfaces in the pump chamber are covered with oil, forming a seal between the suction chamber and the exhaust chamber.
Two stage rotary vane vacuum pump working principle
In order to improve the ultimate vacuum of the pump, in addition to improving the machining accuracy of the pump body, rotor, and rotary vane, and minimizing the assembly gap and harmful space, the most effective way is to connect two single-stage pumps in series to form a two-stage pump.
The pump consists of two working chambers. The two chambers are connected in series and rotate in the same direction at the same speed. A chamber is the front stage of B chamber. A is the low vacuum stage and B is the high vacuum stage. The pumped gas enters the front stage through the high vacuum stage (B ), and is discharged out of the pump through the exhaust valve. The front stage (A) is the same as the single-stage pump, oil enters the pump chamber at any time, while the high vacuum stage (B) only has a small amount of oil when it starts to work, and no oil enters the pump chamber after working for a period of time. When the pump starts to work and the pressure of the inhaled gas is relatively high (such as starting to pump air from atmospheric pressure), the gas is compressed through the B chamber, and the pressure increases sharply, and a part of the compressed gas is directly discharged from the auxiliary exhaust valve (1) , and the other part is discharged through the front stage.
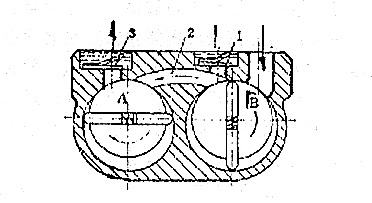
When the pump works for a period of time, when the pressure of the gas inhaled by the B chamber is low, even though it is compressed by the B chamber, the pressure cannot reach above one atmospheric pressure, and the auxiliary exhaust valve 1 cannot be discharged, and all the inhaled gas will enter The front-stage A room is discharged through the exhaust valve 3 through the continuous compression of the A room.
After the pump works for a period of time since the pressure of the high-vacuum stage air intake is greatly reduced, the outlet pressure is also very small, so the pressure difference between the inlet and outlet of the B chamber is also small, and the amount of compressed gas returned is correspondingly reduced; at the same time, the latter stage The oil molecules that are easy to evaporate in the pump are continuously sucked away by the front-stage A chamber, and the partial pressure of the oil vapor is reduced. Therefore, the oil pollution of the two-stage pump is smaller than that of the single-stage pump, and the ultimate vacuum degree will be greatly improved.
1 Stage vs. 2 Stage Rotary Vane Vacuum Pump
1 stage rotary vane pump consists of a single rotor with multiple vanes that rotates within a cylindrical chamber. As the rotor spins, centrifugal force pushes the vanes against the chamber wall, creating a seal and forming variable-volume chambers. The pumping action occurs through the expansion and compression of gas in these chambers, resulting in the generation of a vacuum.
Simplicity: 1-stage pumps have a straightforward design with fewer moving parts, making them compact, lightweight, and easy to operate and maintain.
Cost-Effective: These pumps are typically more affordable compared to 2-stage pumps, making them a cost-effective option for applications that do not require extremely low vacuum levels.
Suitable for Low to Medium Vacuum: 1-stage pumps are ideal for applications that require vacuum levels within the range of approximately 100 to 1,000 mbar (millibar).
Efficient for Low Gas Loads: They perform well when handling low gas loads, making them suitable for applications where gas flow rates are not excessive.
In a 2 stage rotary vane pump, the pumping process is divided into two sequential stages, each with its own set of vanes. The first stage, known as the high-vacuum stage, operates similarly to a 1 stage pump, creating an initial level of vacuum. The gas discharged from the first stage then flows into the second stage, where further compression occurs, resulting in even lower vacuum levels.
Higher Vacuum Levels: 2 stage pumps are capable of achieving significantly higher vacuum levels compared to 1 stage pumps. They can reach vacuum levels as low as 0.1 mbar or even lower.
Improved Gas Handling: These pumps are effective in handling higher gas loads and can efficiently evacuate larger volumes of gas.
Enhanced Backstreaming Resistance: The two-stage configuration provides better resistance to backstreaming, preventing oil or contaminants from reaching the vacuum chamber or system.
Suitable for High Vacuum Applications: 2 stage pumps are well-suited for applications requiring high vacuum levels, such as analytical instruments, vacuum coating, and semiconductor manufacturing.
#rotary vane vacuum pump#two stage rotary vane vacuum pump#rotary vane vacuum pump working principle
0 notes
Link
Not all rotary vane vacuum pumps are created equal-some models will be more expensive than others.
1 note
·
View note
Text
Eject System - Innovating Industrial Solutions with Liquid Ring Vacuum Pump Manufacture in India
In the bustling landscape of industrial machinery and equipment, finding reliable and efficient solutions is paramount to ensuring seamless operations. At Eject System, we take pride in being a leading provider of high-quality vacuum pumps, rotary vane pumps, and water chillers in India. Our commitment to innovation, precision engineering, and customer satisfaction sets us apart as a trusted partner for businesses seeking top-tier equipment to optimize their industrial processes.
When it comes to sourcing top-notch vacuum pump suppliers in India, Eject System stands at the forefront, offering a diverse range of industrial vacuum pumps designed to meet the varying needs of our valued clients. Our extensive catalog encompasses advanced vacuum technologies, including liquid ring vacuum pump systems, to address the most demanding industrial applications with efficiency and reliability.
Moreover, as reputable rotary vane pump suppliers in India, Eject System leverages its expertise to deliver cutting-edge rotary vane pump solutions that excel in performance and durability. Whether it's for manufacturing, processing, or any industrial setting, our rotary vane pumps are engineered to elevate operational efficiency and provide consistent, high-quality results.

Unmatched Quality as Water Chiller Manufacturers in India
In the realm of industrial cooling solutions, Eject System shines as one of the foremost water chiller manufacturers in India, offering state-of-the-art equipment tailored to meet the diverse cooling requirements of modern industrial setups. Our water chillers are designed with precision and efficiency in mind, delivering optimal performance to support a wide array of industrial processes and applications.
As a testament to our dedication to excellence and customer-centric solutions, Eject System has established itself as a trusted name among liquid ring vacuum pump manufacturers in India. Our liquid ring vacuum pump systems are engineered to deliver superior performance, reliability, and longevity, addressing the unique demands of industrial environments with precision and effectiveness.
When it comes to elevating industrial operations, Eject System remains unwavering in its commitment to providing exceptional vacuum pump, rotary vane pump, and water chiller solutions in India. Contact us today to explore how our cutting-edge equipment can optimize your industrial processes and propel your operations toward greater efficiency and success.
#vacuum pump suppliers in India#rotary vane pump suppliers in India#water chiller manufacturers in India#liquid ring vacuum pump manufacturers
0 notes
Text
Unveiling the Power of Rotary Vane Vacuum Pumps
Introduction
Welcome to our comprehensive guide on rotary vane vacuum pump. In this article, we delve into the intricacies of these remarkable devices, exploring their functionality, applications, advantages, and key features. Whether you’re a seasoned professional in the field of vacuum technology or someone seeking to expand their knowledge, you’ll find valuable insights within these pages.
Understanding Rotary Vane Vacuum Pumps
Rotary vane vacuum pumps are mechanical devices designed to create a vacuum within a closed system by removing air or gas molecules. They operate on the principle of positive displacement, utilizing rotating vanes or blades to compress and exhaust air. This process results in the generation of a vacuum, making these pumps indispensable in a wide range of industrial, scientific, and commercial applications.
Applications
Industrial Applications
In the industrial sector, rotary vane vacuum pumps play a crucial role in various processes, including:
Vacuum Packaging: Ensuring product freshness and extending shelf life.
Material Handling: Facilitating the transportation of materials in manufacturing environments.
Chemical Processing: Handling corrosive gases and vapors safely and efficiently.
Medical Equipment: Powering devices such as vacuum ovens and freeze dryers.
Scientific and Research Applications
In scientific laboratories and research facilities, rotary vane vacuum pumps are utilized for:
Analytical Instrumentation: Supporting instruments like mass spectrometers and electron microscopes.
Vacuum Deposition: Creating thin films of materials for semiconductor and optical applications.
Space Simulation: Mimicking outer space conditions for testing aerospace components.
Commercial Applications
Beyond industrial and scientific realms, rotary vane vacuum pumps find application in various commercial sectors, including:
HVAC Systems: Assisting in the evacuation and maintenance of air conditioning and refrigeration systems.
Printing and Paper Handling: Enabling the removal of air from paper feed systems in printing presses.
Waste Management: Supporting processes such as vacuum sewage systems and waste oil recovery.
Advantages of Rotary Vane Vacuum Pumps
Efficient Operation
Rotary vane vacuum pumps offer high efficiency, providing reliable vacuum generation with minimal energy consumption. Their robust design ensures long-term performance and durability, making them a cost-effective solution for diverse applications.
Versatility
One of the key advantages of rotary vane vacuum pumps is their versatility. They can handle a wide range of gases and vapors, making them suitable for diverse process requirements. Additionally, they are available in various sizes and configurations to meet specific application needs.
Low Maintenance Requirements
Thanks to their simple design and fewer moving parts, rotary vane vacuum pumps require minimal maintenance. Routine tasks such as lubrication and filter replacement contribute to extended service life and operational reliability.
Key Features
Vane Configuration
The design of the vanes in a rotary vane vacuum pump significantly impacts its performance. Factors such as vane material, length, and arrangement influence parameters such as vacuum level, flow rate, and ultimate pressure.
Sealing Mechanism
Effective sealing is critical for maintaining vacuum integrity and preventing air leakage. Rotary vane vacuum pumps employ various sealing mechanisms, including oil-sealed and dry-running options, each offering distinct advantages based on application requirements.
Cooling Systems
To prevent overheating and ensure continuous operation, rotary vane vacuum pumps incorporate efficient cooling systems. These may include air-cooled or water-cooled configurations, designed to dissipate heat and maintain optimal operating temperatures.
Conclusion
In conclusion, rotary vane vacuum pumps represent a versatile and efficient solution for vacuum generation across a wide range of applications. With their robust design, high performance, and minimal maintenance requirements, they continue to play a vital role in industries ranging from manufacturing and research to healthcare and commercial sectors.
Read More : https://www.becker-international.com/in/1788/rotary-vane-vacuum-pumps-oil-lubricated.htm
0 notes
Text
#Helium Leak Testing#Helium Recovery System#Helium Leak Detector#Helium Leak Detection Service#Helium Leak Testing Machine#Helium Leak Testing System#Helium Leak Testing Service#Rotary vane vacuum pump manufacturers#Dry Screw Vacuum Pump
0 notes
Text

Direct drive rotary vane vacuum pump are especially designed for pumping air from sealed vessels. It offers even, pulse-free air flow, big preliminary torque design that produces less noise or vibrations and is maintenance free. It can also be used as fore-pump, diffusion pump, process pump or molecular pump.for more visit labtron.us
0 notes
Text
Role of Medical Air Compressors in the Healthcare Industry

Medical air compressors are essential to healthcare facilities and play a crucial role in various medical applications. Pattons Medical offers an extensive range of compressed air products for the healthcare industry, including medical air packages, medical vacuum packages, laboratory packages, outlets, zone valves, alarms, and manifolds.
Medical Air Compressors play a vital role in healthcare Industries like,
Supplying Breathing Air: Medical air compressors are used to generate a continuous supply of clean, compressed air for respiratory therapy, anesthesia, and critical care. Ventilators, respiratory support devices, and anesthesia machines deliver this air to patients, ensuring consistent breathable air flow for patients requiring respiratory support.
NFPA 99 compliant
Utilizing proven Hitachi oil-less medical air reciprocating compressors and medical scroll compressors available in base mount-single point connection, modular and tank mounted versions
Multiplex configurations
HMI controls on all units
Built-in vibration isolation
Operating Surgical Instruments: Compressed air is used to power pneumatic surgical instruments such as drills, saws, and other surgery tools.
Laboratory Applications: Medical air compressors are used in various laboratory applications, including air supply for chromatography systems, air drying, gas chromatography, and mass spectrometry.
Vacuum Systems: Medical air compressors are often used in conjunction with vacuum systems in healthcare settings.
Pattons Medical vacuum pump packages have numerous features and benefits, including:
Proven reliable pump designs
Low cost of ownership
Dedicated Engineering Support
On-time production and delivery
Start-up Assistance
Dental Applications: In dental clinics, medical air compressors are used to power dental tools such as drills, air abrasion systems, and suction devices.
Patient Monitoring: Medical air compressors are used in certain patient monitoring systems that require compressed air for operation. For example, some non-invasive blood pressure monitors and oscillometric devices rely on compressed air to inflate and deflate cuffs for accurate readings.
Read More: https://www.pattonsmedical.com/knowledge-center/medical-air-compressors-in-the-health-care-market/
#Medical air compressors#lubricated rotary vane vacuum pump#dental air compressors#lab scroll air compressor
0 notes
Link

2 notes
·
View notes
Text
Rotary Vane Vacuum Pumps And Compressors
PumpAir Solutions Australia provides dry-running and lubricated rotary vane vacuum pumps in single-stage and double-stage versions of rotary vane vacuum pumps.

0 notes
Text
Vacuum System And Package at Best Price in Noida
Swam dry screw vacuum pumps are designed under SWAM’s unique screw profile engineering to fulfill wide range of chemical and industrial processes. It is operating by rotating a paired screws that efficiently admit gases from inlet into the pump inside and compress through the screw’s swept volume toward the discharge.
For more information Visit Now :https://swamatics.com/ProductDetails.aspx?prod=Vacuum%20Systems%20and%20Packages

#air blower exporter#best process gas blowers#bio gas compressors#Twin lobe blowers#bio gas blowers#Turbo Blower#Mechanical vacuum re compressor#Aeration blowers#Combustion air blowers#Oxidation blowers#Dry screw vacuum pumps#Vane pumps#tri lobe rotary piston#Vacuum system and packages#Tri lobe blowers#Mechanical vacuum boosters
0 notes
Text
Rotary Vacuum Pumps: An Introduction to Rotary Vane Vacuum Pumps
In the field of vacuum technology, rotary vacuum pumps are a common type of pump that is widely used for a variety of applications. Rotary vane vacuum pumps can generate a vacuum pressure of up to 10^-3 bar, making them suitable for a wide range of applications. They are commonly used in the chemical, pharmaceutical, and food industries, as well as in scientific research, where a consistent vacuum pressure is required. Check out this blog to know about the rotary vacuum pumps and an introduction to rotary vane vacuum pumps. https://bit.ly/3VldXdd
0 notes
Link
In conclusion, rotary vane vacuum pumps are reliable workhorses, providing versatile, efficient, and safe vacuum solutions for a wide range of applications. Their ingenious design, coupled with robust performance, enables them to meet the demanding requirements of diverse industries. From industrial manufacturing to scientific research, rotary vane vacuum pumps continue to play a crucial role in creating and maintaining vacuum environments, driving innovation and progress in countless fields.
0 notes
Last Seen Blogs




