#two stage rotary vane vacuum pump
Text
How does a rotary vane vacuum pump work?
Oil sealed rotary vane vacuum pump working principle
A rotary vane vacuum pump (referred to as a rotary vane pump) is an oil-sealed mechanical vacuum pump. Its working pressure range is 101325~1.33×10-2 (Pa), which belongs to the low vacuum pump. It can be used alone or as a backing pump for other high vacuum pumps or ultra-high vacuum pumps. It has been widely used in production and scientific research departments such as metallurgy, machinery, military industry, electronics, chemical industry, light industry, petroleum, and medicine.
The rotary vane pump can pump out the dry gas in the sealed container, and if it is equipped with a gas ballast device, it can also pump out a certain amount of condensable gas. But it is not suitable for pumping gas with high oxygen content, corrosive to metal, and chemical reactions to pump oil and dust particles.
The rotary vane pump is one of the most basic vacuum-obtaining equipment in vacuum technology. Rotary vane pumps are mostly small and medium-sized pumps. There are two types of rotary vane pumps: single-stage and two-stage. The so-called two-stage is to connect two single-stage pumps in a series structure. Generally, it is made into two stages to obtain a higher vacuum degree. The relationship between the pumping speed and the inlet pressure of the rotary vane pump is stipulated as follows: when the inlet pressure is 1333Pa, 1.33Pa, and 1.33×10-1 (Pa), the pumping speed value shall not be lower than 95%, 50% and 20%of the nominal pumping speed of the pump.
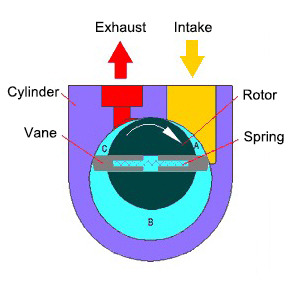
The rotary vane pump is mainly composed of the pump body, rotor, rotary vane, end cover, spring, and so on. A rotor is eccentrically installed in the cavity of the rotary vane pump, the outer circle of the rotor is tangent to the inner surface of the pump cavity (there is a small gap between the two), and two rotary vanes with springs are installed in the rotor slot. When rotating, relying on the centrifugal force and the tension of the spring to keep the top of the rotary vane in contact with the inner wall of the pump chamber, the rotation of the rotor drives the rotary vane to slide along the inner wall of the pump chamber.
The two rotating vanes divide the crescent-shaped space surrounded by the rotor, the pump chamber, and the two end covers into three parts A, B, and C, as shown in the figure. When the rotor rotates in the direction of the arrow, the volume of space A communicating with the suction port increases gradually, and it is in the process of suction. And the volume of space C communicating with the exhaust port is gradually reduced, just in the process of exhausting. The volume of space B in the middle is also gradually decreasing, which is in the process of compression. Since the volume of space A gradually increases (that is, expands), the gas pressure decreases, and the external gas pressure at the inlet of the pump is higher than the pressure in space A, so the gas is inhaled.
When space A is isolated from the suction port, it turns to the position of space B, the gas starts to be compressed, the volume gradually decreases, and finally communicates with the exhaust port. When the compressed gas exceeds the exhaust pressure, the exhaust valve is pushed open by the compressed gas, and the gas passes through the oil layer in the tank and is discharged into the atmosphere. The purpose of continuous pumping is achieved by the continuous operation of the pump.
One stage rotary vane vacuum pump working principle
The single-stage rotary vane pump has only one working chamber, and the pump is mainly composed of a stator, a rotary vane, and a rotor. The rotor is installed eccentrically in the pump chamber, and two rotating vanes are installed in the rotor groove, which is close to the cylinder wall due to the elastic force of the spring (there is also a centrifugal force of the rotating vanes after rotation). The rotor and vanes divide the stator cavity into suction and discharge.
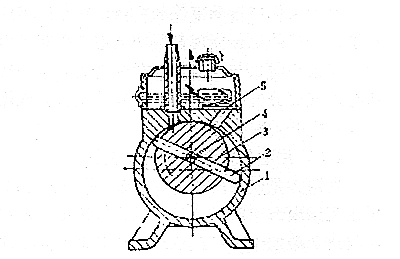
When the rotor rotates in the stator cavity, the volume on the side of the air inlet is gradually expanded periodically to inhale the gas, while the volume on the side of the exhaust port is gradually reduced to compress the inhaled gas and discharge it from the exhaust valve.
The vent valve is immersed in oil to prevent atmospheric air from entering the pump. The vacuum pump oil enters the pump chamber through the oil hole and the exhaust valve so that all the moving surfaces in the pump chamber are covered with oil, forming a seal between the suction chamber and the exhaust chamber.
Two stage rotary vane vacuum pump working principle
In order to improve the ultimate vacuum of the pump, in addition to improving the machining accuracy of the pump body, rotor, and rotary vane, and minimizing the assembly gap and harmful space, the most effective way is to connect two single-stage pumps in series to form a two-stage pump.
The pump consists of two working chambers. The two chambers are connected in series and rotate in the same direction at the same speed. A chamber is the front stage of B chamber. A is the low vacuum stage and B is the high vacuum stage. The pumped gas enters the front stage through the high vacuum stage (B ), and is discharged out of the pump through the exhaust valve. The front stage (A) is the same as the single-stage pump, oil enters the pump chamber at any time, while the high vacuum stage (B) only has a small amount of oil when it starts to work, and no oil enters the pump chamber after working for a period of time. When the pump starts to work and the pressure of the inhaled gas is relatively high (such as starting to pump air from atmospheric pressure), the gas is compressed through the B chamber, and the pressure increases sharply, and a part of the compressed gas is directly discharged from the auxiliary exhaust valve (1) , and the other part is discharged through the front stage.
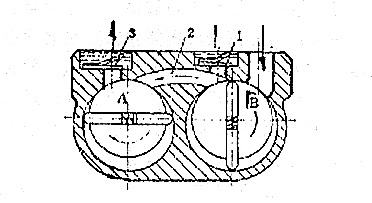
When the pump works for a period of time, when the pressure of the gas inhaled by the B chamber is low, even though it is compressed by the B chamber, the pressure cannot reach above one atmospheric pressure, and the auxiliary exhaust valve 1 cannot be discharged, and all the inhaled gas will enter The front-stage A room is discharged through the exhaust valve 3 through the continuous compression of the A room.
After the pump works for a period of time since the pressure of the high-vacuum stage air intake is greatly reduced, the outlet pressure is also very small, so the pressure difference between the inlet and outlet of the B chamber is also small, and the amount of compressed gas returned is correspondingly reduced; at the same time, the latter stage The oil molecules that are easy to evaporate in the pump are continuously sucked away by the front-stage A chamber, and the partial pressure of the oil vapor is reduced. Therefore, the oil pollution of the two-stage pump is smaller than that of the single-stage pump, and the ultimate vacuum degree will be greatly improved.
1 Stage vs. 2 Stage Rotary Vane Vacuum Pump
1 stage rotary vane pump consists of a single rotor with multiple vanes that rotates within a cylindrical chamber. As the rotor spins, centrifugal force pushes the vanes against the chamber wall, creating a seal and forming variable-volume chambers. The pumping action occurs through the expansion and compression of gas in these chambers, resulting in the generation of a vacuum.
Simplicity: 1-stage pumps have a straightforward design with fewer moving parts, making them compact, lightweight, and easy to operate and maintain.
Cost-Effective: These pumps are typically more affordable compared to 2-stage pumps, making them a cost-effective option for applications that do not require extremely low vacuum levels.
Suitable for Low to Medium Vacuum: 1-stage pumps are ideal for applications that require vacuum levels within the range of approximately 100 to 1,000 mbar (millibar).
Efficient for Low Gas Loads: They perform well when handling low gas loads, making them suitable for applications where gas flow rates are not excessive.
In a 2 stage rotary vane pump, the pumping process is divided into two sequential stages, each with its own set of vanes. The first stage, known as the high-vacuum stage, operates similarly to a 1 stage pump, creating an initial level of vacuum. The gas discharged from the first stage then flows into the second stage, where further compression occurs, resulting in even lower vacuum levels.
Higher Vacuum Levels: 2 stage pumps are capable of achieving significantly higher vacuum levels compared to 1 stage pumps. They can reach vacuum levels as low as 0.1 mbar or even lower.
Improved Gas Handling: These pumps are effective in handling higher gas loads and can efficiently evacuate larger volumes of gas.
Enhanced Backstreaming Resistance: The two-stage configuration provides better resistance to backstreaming, preventing oil or contaminants from reaching the vacuum chamber or system.
Suitable for High Vacuum Applications: 2 stage pumps are well-suited for applications requiring high vacuum levels, such as analytical instruments, vacuum coating, and semiconductor manufacturing.
#rotary vane vacuum pump#two stage rotary vane vacuum pump#rotary vane vacuum pump working principle
0 notes
Text
China supply O-ring DG600-240-07-01(10) for turbine generator
China supply O-ring DG600-240-07-01(10) for turbine generator
Deyang YOYIK skill is strong, the production of strict accordance with national standards. With the power station forging, mining metallurgy, rolling, cement and spare parts spare parts, metallurgy, rolling and other products improve the production and operation system. For hundreds of water technology change, hydropower, thermal power plant overhaul supply of high-quality equipment selection, equipment commissioning, construction plans, spare parts, after-sales service, such as through-train service. The company to undertake hydropower stations, thermal power plant unit capacity transformation, technical transformation and overhaul projects. Look forward to the major manufacturers to inquire.
Yoyik can offer many spare parts for power plants as below:
#DF-O-ring DG600-240-07-01(10)-DF
hydraulic oil 65AYⅡ50X9-2
centrifugal pump DFB80-80-220-03
dc screw pump KF80KZ/15F4
piston plunger pump PVH098R01AAD30A250000002001AB010A
Shaft sleeve HZB253-640-01-10
pressure hose SMS-15/N1/4-915mm-B
dc screw pump HSNH120-46
servo valve 761K4122B
sealing ring HB4-56J8-168
butterfly valve K65DSF4PB3
Oil angle valve QLF661HF-40P
mechanical seal pump BGM37G/60R-G9
centrifugal pump parts DFB80-50-240
O-ring C8689046
high pressure centrifugal pump DFB-100-80-230
hydraulic piston pump 70LY-34*3
liquid ring vacuum pump ZS-185A
Proportional directional valve D31FHE02C1NB0044
pump hydraulic power 40SDZLJ-40B×1.5
three screw pump DLZB820-R64A-13
Proportional Relief valve KCG 3 250D Z M U HL1 10P15 T10 02-157263
globe throttle check valve LJC100C-4.0P
piston pumps PVH74(QI)C-RM-10-C14
vacuum pump compressor KZ/RP100WS
two-way solenoid valve GS060600V CCP-30M 19W
Gear oil pump CB-1.2
EH oil main pump R200L-4
pump screw HSNH80Q-46NZ
mechanical seal in pump 125-80-250
accumulator air inlet valve QXF-5
vacuum oil pump 2S-185
vickers vane pump F3V101S7S1020
AST solenoid valve 8YV
jacking oil pump outlet non-return valve Aj-ha32bpn31.5mpa
radial piston pump hydraulic PVH141R13AF30A230000002001AB01A
solenoid valve D1VW020BVZP92XB510
O-ring DG600-240-07-01(10)
safety valve 4.5A25
liquid ring vacuum pump P1725B
piston vacuum pump A10VSO100DFR1/32R
servo valve stem HU25240-22
screw pump working principle HSNH120-46
solenoid valve 4WE6Y50/AC220NE4VMFZ3-22YC DC220V 30W
stator cooling water pump DFB125-80-250
mechanical seal rings LTJ-GJ-125A/L
accumulator bladder NXQ13-25/20-2-A
dc screw pump ACF080K5IVBP
electric centrifugal pump head DFB80-50-220
piston plunger pump A10VS018DFR1/31RPPA12K01
rotary piston pump A10VSO28DFR1/31R-PPA12N00
fuel pump SDH50-32-160A
pump vacuum MO2225-OBMCC1D1-5A
Main valve solenoid valve of EH oil system 4WE6C-50/AW220-50NZ4V
axial piston pumps PVH74QIC-RSM-IS-10-C25-31
centrifugal pump suction 65-250B
sealing ring HB4-56J8-35
hydraulic pump station 80AY50X10
multi stage centrifugal pump -50-250
solenoid valve R900941174
electric motor centrifugal water pump YCZ65-250A
globe throttle check valve LJC25-4.0P
single screw pump HSND210-54
twin screw pump ACF 090N4 1RBP
multistage centrifugal pumps 50-250
multistage centrifugal pumps LK45/CZ65-250-4
globe check valve (welded) JC50-1.6P
Vacuum Pump Repair Kit AT3004
hydraulic pump piston PV2R3-76-RBAF1
sealing oil Re-Circulating pump coupling HSNH280-43NZ
AST solenoid valve ZD.02.009
servo valve SF21A
SERVO MOTOR G403-546A
BLADDER NXQ-A-10/20 LEH
O-ring DG600-240-07-01(10)
DFYLSYC-2024-1-15-A
0 notes
Text
Make Easy Maintenance A Reality - Choose a Vacuum Pump From Eject System for Maximum Efficiency
If you're in need of industrial vacuum pumps or water chillers, then you've come to the right place. Here at Eject System, we are a leading manufacturer of these types of products in Ahmedabad. We believe in providing high-quality equipment for our customers to help them achieve their industrial needs.

When it comes to industrial vacuum pump manufacturers, you'll want to make sure you're getting the best quality for your money. Two of the top manufacturers in Ahmedabad are us at Eject System, and PPI Pumps. At Eject System, we offer a variety of vacuum pumps, including oil sealed rotary vane vacuum pumps and single-stage watering vacuum pumps. Our products are designed to be energy efficient, durable, and easy to use. PPI Pumps also offers a range of vacuum pumps, from single stage watering vacuum pump to multi-stage pumps. They are known for their exceptional quality and reliability.
Water chillers are another essential industrial product that you'll want to invest in. Here at water chiller manufacturer in Ahmedabad, we manufacture a variety of chillers, including air-cooled and water-cooled chillers. Our chillers are made from high-quality materials and are designed to be energy-efficient. We offer water-cooled and air-cooled chillers and are known for their excellent customer service.
#industrial vacuum pump manufacturers#oil sealed rotary vane vacuum pumps#single stage watering vacuum pump#water chiller manufacturer in Ahmedabad
0 notes
Text
SOUZ Vacuum Pump 2X Two-stage Oil Lubricated Rotary Vane vacuum pumps
2X Belt Drive Rotary Vane Pump is almost identical to a Direct Drive Rotary Vane Pump from SOUZ VACUUM. The only difference between the two is that the belt drive Rotary Vane Vacuum Pump is driven by a belt. There are several advantages why a belt drive vacuum pump would be preferable. One of these reasons is that the belt drive Rotary Vane Vacuum Pump runs at a slower RPM therefore the temperature created is lower, the wear and tear is less, and the overall lifetime of the pump is longer.
Belt drive vacuum pump 2X series are equipped with highly durable vacuum pump assembled for pumping air from sealed vessels. It provides ultimate vacuum pressure of ≤ 1Pa.The robust design and high end vacuum makes this belt driven vacuum pump powerful system. It can be used as a stand-alone machine or as a fore-pump, process pump or titanium pump of booster pump, oil diffusion pump and molecular pump.
A choice of versions provides the right variant for every application.
Single stage oil flooded rotary vane vacuum pump : SV008-SV630
Two stage oil lubricated rotary vane vacuum pump : 2XZ-2C~2XZ-25C. T8~T60 ; 2X-4A-2X-100A
Contact us , [email protected]
Find us , www.souzvac.com
0 notes
Text
Eco-Friendly Vacuum Solutions: Exploring Helium Recovery Systems and Single Stage Oil Sealed Vane Pumps

In today's rapidly evolving industrial landscape, sustainability is no longer just a buzzword; it's a critical component of responsible manufacturing. Industries across the board are seeking eco-friendly solutions that reduce their environmental impact while maintaining efficiency and productivity. Two such innovations that deserve the spotlight in this pursuit of sustainability are Helium Recovery Systems and Single Stage Oil Sealed Vane Pumps. In this blog, we'll explore how these technologies are transforming industrial processes and contributing to a greener future.
Helium Leak Testing Service: A Precision Imperative
Before delving into the eco-friendly vacuum solutions themselves, let's understand why precision and reliability in leak testing are essential. Helium Leak Testing Service is a cornerstone of quality control in industries where the tiniest leaks can lead to catastrophic consequences. Whether it's in aerospace components, medical devices, or electronic enclosures, a flawless seal is non-negotiable.
Helium Leak Testing employs the exceptional properties of helium gas: its small atomic size and inert nature make it an ideal tracer gas. By introducing helium into a sealed system and meticulously measuring any escaping helium, manufacturers can detect leaks as minuscule as 10^-9 mbar·l/s. This high sensitivity ensures product integrity, safety, and compliance with stringent industry standards.
Helium Recovery Systems: Reducing Waste, Preserving Resources
The widespread use of helium in leak testing has led to concerns about its availability and environmental impact. Helium, a finite resource, is essential not only for leak testing but also for applications in healthcare, scientific research, and more. This is where the Helium Recovery System comes into play.
Helium Recovery Systems are designed to capture, purify, and recycle helium used in leak testing processes. They minimize helium wastage, reduce operational costs, and promote environmental responsibility. Instead of releasing helium into the atmosphere, these systems recover the gas, purify it to a high standard, and store it for future use. By implementing helium recovery, manufacturers not only ensure a sustainable helium supply but also contribute to a greener planet by reducing greenhouse gas emissions associated with helium production.
Single Stage Oil Sealed Vane Pumps: A Sustainable Vacuum Solution
Now, let's shift our focus to the machinery that makes helium recovery and other vacuum processes possible - vacuum pumps. Single Stage Oil Sealed Vane Pump are a noteworthy choice when it comes to sustainable vacuum solutions.
These pumps operate on the principle of positive displacement, employing a single-stage rotor arrangement to create vacuum or pressure. One of the standout features of Single Stage Oil Sealed Vane Pumps is their versatility. They can efficiently handle a wide range of applications, from degassing and filtration to vacuum packaging and distillation. Moreover, they are renowned for their eco-friendly attributes.
Rotary Vane Vacuum Pump Manufacturers Leading the Way
The market for vacuum pumps is vast, but rotary vane vacuum pump manufacturers have consistently demonstrated their commitment to sustainable solutions. These manufacturers design pumps with minimal environmental impact, and their products align with the ethos of responsible manufacturing.
One notable aspect of Single Stage Oil Sealed Vane Pumps is their oil-sealed design. While oil-sealed pumps do require lubrication, they are designed to minimize oil consumption and prevent oil contamination. This design ensures efficient operation, reduces maintenance needs, and contributes to a cleaner environment.
Screw Vacuum Pumps: A Greener Revolution
While Single Stage Oil Sealed Vane Pumps are renowned for their eco-friendliness, it's worth mentioning another innovative vacuum solution - Screw Vacuum Pumps. These pumps have been revolutionizing the industrial vacuum landscape, particularly in applications where energy efficiency and low environmental impact are priorities.
Screw Vacuum Pump operate on a positive displacement principle, using intermeshing screw rotors to create vacuum. What sets them apart is their remarkable efficiency. Their design minimizes leakage, ensuring that the vacuum process is energy-efficient and environmentally responsible. In addition, these pumps are known for their quiet operation, enhancing workplace safety and comfort.
A Sustainable Partnership: Helium Leak Testing and Eco-Friendly Vacuum Pumps
The synergy between Helium Leak Testing Service and eco-friendly vacuum pumps like Single Stage Oil Sealed Vane Pumps and Screw Vacuum Pumps is evident. When used in combination, these technologies offer a comprehensive eco-friendly vacuum solution.
Helium Leak Testing, with its unparalleled sensitivity, ensures product integrity and safety. When paired with Single Stage Oil Sealed Vane Pumps or Screw Vacuum Pumps, the testing process becomes even more efficient and environmentally responsible. These vacuum pumps provide the necessary vacuum levels for helium leak testing while adhering to sustainability principles.
In the pursuit of sustainability, industries must consider every facet of their processes. Helium Recovery Systems and eco-friendly vacuum pumps like Single Stage Oil Sealed Vane Pumps and Screw Vacuum Pumps are indispensable tools in this endeavor. They not only enhance the efficiency and reliability of industrial processes but also minimize resource wastage and environmental impact.
As the world continues to prioritize sustainability, the integration of these eco-friendly vacuum solutions into industrial operations is poised to accelerate. The combination of Helium Leak Testing, Helium Recovery Systems, and responsible vacuum pump technology paves the way for a greener, more sustainable future in manufacturing and beyond.
0 notes
Text
Pfeiffer Vacuum Presents New Two-Stage Rotary Vane Pump
Pfeiffer Vacuum Presents New Two-Stage Rotary Vane Pump
With the new Pascal 2021 HW, Pfeiffer Vacuum presents the two-stage rotary vane pump with the highest vapor capacity in its class. It is optimally suited for all applications where water vapor is expected, such as low temperature sterilization and drying. An optimized design and gas ballast system allows to pump large volumes of vapor without condensation inside the pump. This prevents accumulation of fluid that would adversely affect the service life of the pump and the oil.Get more news about Two Stage Rotary Vane Vacuum Pump Seller,you can vist our website!
Thanks to the materials used, the Pascal 2021 HW also resists aggressive chemicals such as hydrogen peroxide. The pump is ready to deliver vapor in just a few minutes due to a customized temperature management. It has a safety device that impedes the ingress of water into functional sections if the steam capacity is inadvertently exceeded.
With accessories such as oil mist filter and inlet traps, the pump can be ideally adapted to most processes. Thanks to its compactness, the Pascal 2021 HW is also ideal for installation into equipment. An oil drain valve simplifies the maintenance in confined spaces. The single-phase universal motor allows for operation almost everywhere in the world.
The proven service concept of the Pascal series makes maintenance predictable and ensures a constantly high availability. The maintenance intervals can be extended by using different operating fluids.
0 notes
Text
An Introduction to Mechanical Booster Vacuum Pumps
What is a Mechanical Booster Vacuum Pump?
Imagine you are tasked with designing a high-quality vacuum system for a chemical processing plant or a pharmaceutical manufacturing facility. You need a vacuum pump that is efficient, reliable, and capable of achieving the desired vacuum levels for your specific process requirements. Enter the mechanical booster vacuum pump, a versatile and powerful tool that can help you achieve your goals!
A mechanical booster vacuum pump, also known as a Roots pump, is a type of positive displacement pump that can be used to increase the vacuum level in a system. It is designed to operate in conjunction with a primary pump, typically a rotary vane or rotary piston pump, to improve the overall performance and efficiency of the vacuum system. The mechanical booster pump is an essential component in many industrial processes, offering numerous advantages and benefits over other types of vacuum pumps.
In this blog post, we will take an in-depth look at mechanical booster vacuum pumps, exploring their working principle, advantages, and typical applications in various industries. By the end of this article, you will have a better understanding of why mechanical booster vacuum pumps are a valuable tool for process engineers and how they can help optimize your vacuum system.
How Does a Mechanical Booster Vacuum Pump Work?
The mechanical booster vacuum pump operates on the principle of positive displacement, which involves trapping a fixed volume of gas and then expelling it from the pump. The pump consists of two counter-rotating lobes, or rotors, that are synchronized by a pair of gears. As the rotors turn, they create a series of expanding and contracting volumes between the rotors and the pump casing. This action draws gas into the pump, compresses it, and expels it through the exhaust.
Since the mechanical booster pump does not compress the gas internally, it relies on a primary pump to reduce the gas pressure before it enters the booster. This allows the mechanical booster pump to operate more efficiently, as the gas is already at a lower pressure when it reaches the booster stage. The combination of the primary pump and mechanical booster pump results in a more effective and powerful vacuum system, capable of achieving deeper vacuum levels and higher pumping speeds than a primary pump alone.
It is important to note that mechanical booster vacuum pumps are not designed to operate at atmospheric pressure. In fact, they can suffer severe damage if they are operated in this manner. To prevent this, a bypass valve was often installed to protect the pump from overpressure, allowing it to operate within its optimal pressure range but with variable frequency drives getting economical, Vacuum Booster motors are nowadays provided with variable frequency drives.
What are the Advantages of Using a Mechanical Booster Vacuum Pump?
There are several key advantages to using a mechanical booster vacuum pump in your vacuum system, including:
Increased pumping speed: By augmenting the performance of the primary pump, a mechanical booster pump can significantly increase the pumping speed of a vacuum system. This means that the system can achieve the desired vacuum level more quickly and efficiently, saving time and energy.
Improved vacuum level: Mechanical booster vacuum pumps can help achieve deeper vacuum levels than a primary pump alone. This is particularly beneficial in applications where a high vacuum level is required for optimum process performance.
Energy efficiency: Due to their design and mode of operation, mechanical booster vacuum pumps are more energy-efficient than other types of vacuum pumps. This translates to lower operating costs and a reduced environmental impact.
What are Some Typical Applications for Mechanical Booster Vacuum Pumps?
Mechanical booster vacuum pumps are used in a wide range of industries and applications, including:
Chemical processing: In chemical processing plants, mechanical booster vacuum pumps are used to optimize the vacuum levels for various processes, such as distillation, evaporation, and drying. This ensures that the products are of high quality and that the processes are as efficient as possible.
Pharmaceutical manufacturing: In the pharmaceutical industry, mechanical booster vacuum pumps are used to maintain the required vacuum levels for processes such as freeze-drying, degassing, and sterilization. This helps to ensure that the final products are safe, effective, and of the highest quality.
Vacuum furnaces: Mechanical booster vacuum pumps are used in vacuum furnaces to achieve the desired vacuum levels for various heat treatment processes, such as brazing, sintering, and annealing. This helps to improve the quality and performance of the treated materials.
In conclusion, mechanical booster vacuum pumps are an indispensable tool for process engineers in various industries. Their ability to increase pumping speed, achieve deeper vacuum levels, and operate efficiently makes them an ideal solution for optimizing vacuum systems in chemical processing, pharmaceutical manufacturing, vacuum furnaces, and more.
If you are considering incorporating a mechanical booster vacuum pump into your vacuum system, consult with our team of experts. We can help you determine the best pump configuration for your specific process requirements and provide guidance on how to optimize your vacuum system for maximum performance and efficiency.
Contact us today to learn more about our mechanical booster vacuum pumps and how they can benefit your processes!
Contact Us: Economy Process Solutions Private Ltd
Email: [email protected]
(IN) - +91 22 2520 5864
1 note
·
View note
Text
Atlas Copco's vacuum pump UAE range includes single stage rotary vane vacuum pumps, 2 stage rotary vane vacuum pumps and oil sealed rotary vane vacuum pumps with VSD technology
#oil sealed rotary vacuum pump#oil sealed rotary vane vacuum pump#vane type vacuum pump#oil lubricated rotary vane vacuum pump#Oil Sealed Rotary SCREW Type Vacuum Pump#Oil Screw Vacuum Pump#vacuum pump#vacuum pumps and systems#atlas copco UAE vacuum pump
0 notes
Text
Kinds of Peripheral Flow Sends and Their Doing work Mechanism
Kinds of Peripheral Flow Sends and Their Doing work Mechanism
A Peripheral Flow Pump can be a device that works well for the flow regarding fluids. The mechanism of your pump works simply by recirculating fluids numerous times. The pump can also be used to create large pressure plus head. This mechanism is quite useful in many applications. Here are some plus the the pump's characteristics. Let's discuss the sorts of peripheral flow pumps and their being employed mechanism.
The efficiency on the pump can always be determined from their characteristic curve. In general, the efficiency contour is plotted while H = f (Q). Flow rate is add up to 0 when the head is at its highest. Flow rate as well as head increase throughout direct proportion to each other. This relationship is also applicable to the electricity input and output with the pump. These Peripheral Flow Pump Manufacturer curves differ for various kinds of pumps. These differences within the curves are from the different design and efficiency options that come with the pumps.
Essentially the most common form connected with rotary pump is a gear pump. It comprises of two meshed equipment that rotate from a casing. The areas between the items teeth trap along with push the fluid, creating centrifugal induce. Unlike the scooping actions, fluid doesn't return to the meshed part. Gear pumps are utilized in different hydraulic power packs and motor vehicle engine oil pumps. A gear pump's doing work principle is a bit like a car tyre.
A circumferential flow pump includes a rotor with some sort of plurality of circumferential flow impellers mounted on the rotor. YOUR stator surrounds the particular rotor. It also offers a centrifugal magnetic generator coupled to it. Once these two pumps interact to move liquid, they will discharge it over the suction port. The next seal means THIRTY-ONE and third close off means 32 are disposed in the housing between the rotor as well as the pump stages.
The other type of peripheral flow pump is often a rotary impeller. It involves multiple radial vanes that are aligned along its periphery. The impeller rotates together with increasing pressure within the casing channel. The fluid included in the pump is more affordable than the substance outside the pump motor. A spiral path is formed over the perimeter of the pump the location where the vortices meet. The greater vortices there are, the greater this pressure.
The great things about peripheral pumps are make can generate a top pressure even should the flow is very low. Since the impeller turns close to the pump's volute, the actual difference in demand between the source and output is substantial. Peripheral pumps are less costly than centrifugal pumps and possess a higher self-priming potential. These features make them a good choice for you are able to. There are advantages to choosing this type of pump.
Unlike displacement penis pumps, a peripheral knock out is characterized with a smaller size. Their small size makes for smaller measurements for any same output. They're also suited to pure, non-abrasive essential fluids. They can be used in several different pumping applications, as well as pressure-boosting, car-wash, along with chemical industries. The only downside to using this pump type is always that it's less powerful than its displacement knock out cousin.
A turbo hoover pump is another example on the peripheral flow pump motor. Its turbo-vacuum pump motor reduces the pushed force generated because of the discharged gas. It is equally capable of working together with corrosive fluids. It also has the benefit of being easy to keep up. In addition, it's simple to control. And, as a result, it's an outstanding choice for applications that require a high level associated with efficiency.
A turbo void pump comprises a housing, rotor, in addition to discharge port. The rotor compresses and discharges gas. The motor devices the pump over the discharge port and a second purge gasoline supply port. The pump is supported by bearing means at the axial ends. The current invention can defeat these problems, and was designed to be simple and inexpensive. It also provides high-speed functioning. This type involving pump can operate at high pressure and can be manufactured at less costly.
1 note
·
View note
Link
0 notes
Text
Correct use of rotary vane vacuum pump
How to apply the rotary vane vacuum pump correctly is described in detail below.
Before application, the product specification should be read carefully, and the quality of shipment should be checked after opening the case. Receive spare parts and technical documents, remove exhaust protective parts. According to the request device, wiring, trial steering. Water-cooled pumps receive water.
In order to avoid fuel injection due to oil return and reversal, the pump mouth should be opened first, and the oil in pump should be transferred to the tank by hand tray according to the rules. At the same time, check the oil level, should be above the oil mark center, but do not fill the oil mark, more to release.
Auxiliary method to distinguish steering. Put the sheath on the pump mouth, if it is absorbed after opening the pump, it is positive, blown off and reverse. The normal sound is positive, and the abnormal sound is reverse.

If a pneumatic solenoid valve is installed at the pump mouth, it should be installed horizontally and operated simultaneously with the pump.
Gas ballast valves should be used when the relative humidity is high or the condensable vapors such as water vapor in the extracted gas are used.
Vacuum pump oil is recommended according to the specification. Note that ester vacuum pump oil can not be mixed with mineral oil type vacuum pump oil and other oils. It must be cleaned strictly before it is replaced with ester vacuum pump oil.
The limit pressure of the pump shall be checked by a compact mercury vacuum gauge. Full pressure gauge should pay attention to pairing calibration and standby comparison of gauge and regulation. It is advocated to install a ball valve between the regulator and the pump under test. Closing the valve at unexpected time can prolong the operation time of regulation.
Rotary-Vane-Vacuum-Pump-for-Printing-Machine
Two-Stage-Oil-Rotary-Vane-Vacuum-Pump-for-sale
Rotary-Vane-Type-Double-Stage-Vacuum-Pump
Two-Stage-Rotary-Vane-Vacuum-Pump-for-Refrigeration
0 notes
Text
Liquid ring vacuum mappings, which are often used as liquid ring water, are used in the vacuum autoclave system and are known as the blue vacuum pump. Blue vacuum pumps are divided into two categories: two-stage blue vacuum pump and one-stage blue vacuum pump.
1-1. Two Stage Liquid Ring Vacuum Pump
The two-stage aqueous vacuum pump consists of two impellers and two cylinders that are interconnected through gates and increase the suction power of the vacuum pump.
2-1. Single Stage Liquid Ring Vacuum Pump
The one-stage aqueous vacuum pump consists of a impeller and a cylinder used in autoclave aqueous vacuum pumps with low-tolerance brass impeller.
1-2. Two stage oil rotary vane vacuum pump
Oily vacuum pumps used in autoclaves can reduce vacuum pressure by up to 10 * 3 millibars.
1 note
·
View note
Text
China Yoyik Gasket HZB253-640-02-07 for turbine generator
"China Yoyik Gasket HZB253-640-02-07 for turbine generator
Sold by YOYIK. Deyang YOYIK is a professional production, development, sale of power plant dedicated spare parts and accessories processing company. Through more than 21 years of efforts, the majority of customers have been fully recognized.
Yoyik can offer many spare parts for power plants as below:
DF-Gasket HZB253-640-02-07-DF
Double tongue check valve M522.X03Z
vane pumps F3-V10-1S6S-1C-20
centrifugal pump impeller DFB125-80-230
transfer pump fuel G25-1A1000
water pump DFB125-80-250-20
reciprocating piston pump PVH074R01AA10A250000001AB010A
hydraulic pump piston PVH74QIC-RSM-1S-10-C25-31
Hydrogen Two Stage Pressure Regulating valve YQQ-11
bellows globe valve 15FJ1.6P
centrifugal pump stainless steel DFB125-80-250-05
central lubrication pump 2CY-18/0.36
High Voltage Dust ignition Proof Three Phase Induction Motor YFB4001-4WF2, Q/NF014-2016
electric motor centrifugal water pump YCZ50-250C
pumps centrifugal 50-250C
metering piston pump PVM141ER09GS02AAA28000000A0A
coupling 196.73.41.01.23(1)
solenoid valveJ-220VAC-DN10-D/20B/2Apiston hydraulic pump A3H56-FR01KK-10
transfer pump vane F3-V10-IS6S-IC-20
piston hydraulic pump PVH098R01A250000002001AB010A
vaccum pump P-2412
radial piston pump SY400-YB-22
sealing ring HB4-56J8-18
hydraulic jack pump 80AY-50X10
solenoid valve 4WE10D33/230N9K4/V
electric transfer oil pump 3Gr70×2
insertion plate CVC-25-X-B29-W-125-10
stainless steel bellows globe valve 15FJ1.6P
pressure hose SMS-20/N1/4-1829mm-CAccumulator NXQA-10/315-L-Y
vacuum cleaner 30-WSRP
mechanical seal LTJ-GJ-125A/L
sealing ring HB4-56J8-141
Shaft sleeve Coupling XB08VI-86-1.6-0
magnetic coupling centrifugal pump DFB100-80-250-03
rotary vane pump F3V10IS6SIC20
Gasket HZB253-640-02-07
ac vacuum pump 30-SPEN
pressure hose SMS-12-3048mm-C
oil vacuum pump 30-SPEN
Regulating valve T40H-100 DN100
rotary piston pump 2.5MCY14-1B
Servo valve D683-4001 Type P03BYUF6NSG2-B
transfer pump fuel Y112M-2/55KW/IP44
double mechanical seal BGM37G/60R-G9
metering piston pump PV292R10C02
centrifugal water pump DFB100-65-260
600MW turbine DC Emergency pump (EOP)ball bearing7318BM 125LY-32
centrifugal water pump DFBII100-80-230
industrial centrifugal pump 100-80-160
piston plunger pump PV2R3-94-RBAF1
dongfang generator self-lock nut M123mm electric motor centrifugal water pump IHF80-50-200 Torsion arm for Dome Valve CP21761C-00 vickers vane pump F3V10-1S6S-1C20 vacuum pump spring SK-831 screw pump manufacturer HSNH440Q2-46NZ mechanical seal pump 8b1d gate DWG.19D8591 pressure joint Z103-01-14.00HD pressure hose SMS-10-610-B mechanical seal for water pump 108-45 vacuum oil pump HSNH280-43 EH oil pump outlet HP hose 16g2at-hmp (dn25)dko25-1600 SHAFT SEAL RING (V RING) 2BE1 353 OZY4Z oil transfer gear pump 50AY60B mechanical seal 33 mm 125-80-250 Solenoid valve 4WE10Y20B/AW220-50NZ4 Proportional valve coil DKZOR-TE-171-S540/PE mechanic seal water pump 80AY5010
vacuum pump oil 30WS
MSV trip solenoid valve 4WE6D62/EG220NK4N/60
piston hydraulic pump PVH74(QI)C-RM-IS-10-C14
Gasket HZB253-640-02-07
DFYLSYC-2024-1-15-a
0 notes
Text
History of Air Compressor
You guys are here to know the history of air compressor. So, let’s begin. The air compressor was first invented in 1650 by a German physicist and engineer called Otto Von Guericke. Since then, the air compressor was started its journey and developed in time for various purposes.
There are lots of tasks that can be done with the help of an air compressor. Besides, it is used with works like construction, building, and commercial purposes. So, get one and read the below blog to know more. If you need to know review, you should follow https://topaircompressorreviews.com/
History
A German physicist and engineer called Otto Von Guericke invented a vacuum pump in 1650 and experimented with air pressure and how it was utilized to achieve different means. His air pump demonstrated how air worked with combustion, and his experiments led the way for further studies on the use of compressed air.
The blowing cylinder compressor was the first to be invented and was the early air compressors. It was invented in 1762 that could produce 14.5 pounds per square inch. Then on 1829, a compound air compressor was patented. After 40 years in 1872, the compressor was improved with the use of water jets that cooled the cylinders.
Applications
An air compressor is an excellent tool that is quite handy and has lots of applications. It helps people in supplying high-pressure clean air to fill the gas cylinder. It also helps people supplying moderate-pressure clean air to submerged surface supplied diver as well. In addition to that, you guys can use this tool to supply moderate-pressure clean air for driving some office and school building pneumatic HVAC control system valves. Moreover, you guys can use this compressor to supply a large amount of moderate-pressure air so that you all can power pneumatic tools like jackhammers, filling high-pressure air tanks, tires, and do various industrial works too.
Types of Air Compressors
There are many types of air compressors available, which are suitable for different tasks and works.
Rotary Screw Compressors
It is one of the most popular and useful compressors that has common compression systems and used for automobiles. They consist of two helical rotor screws that push air into a small environment. The best thing about these types of air compressors is light in weight, compact, and the maintenance cost is quite low. It is suitable for those types of works that involve air-powered tools that require a more uniform flow of power.
Reciprocating Compressors
It is also an impressive compressor that achieves compression with pistons that reciprocate inside tandem cylinders. These types of air compressors are used when high compression ratios are needed for a task but without a high flow rate. On the other hand, these types of compressors are used on those devices, which require low speeds.
Rotary Vane Compressors
The Rotary vane compressors have some blades located inside the rotor, which is slide in and out of pockets. At the same time, the rotor blades are what achieve compression. However, this compressor can have multi-stages that are preferred pressure is produced after several stages. It can also come in portable or stationary compressors as well.
Scroll Compressors
Scroll compressors have spiral vanes to compress air. In that case, one of the vanes is stationary while the other moves that create energy of compressed air that can help in many tasks. You guys can use these compressors with other tools so that you all can do lots of hard tasks within less time and efficiently.
Maintenance
I mentioned in the above article that an air compressor is a useful tool. But, to ensure its efficiency with no leaks, you have to take through routine maintenance. Its maintenance includes monitoring and replacing air compressor fittings. You have to do the below tasks to keep your air compressor well-maintained.
· Check for air leaks and oil.
· Check differential pressure in the compressed air filter.
· Determine whether or not the oil in the compressor should be changed.
· You must have to verify the safe operating temperature of your air compressor more often.
· You should also drain condensation from air receiver tanks as well.
Conclusion
Lastly, I would like to say that the air compressors are handy and useful tools that are used for different purposes and tasks. So, you should get one for your works. Now, if you have any further questions, then ask me in the comment.
5 notes
·
View notes
Photo
T series are named two stage oil sealed rotary vane vacuum pump that updated model on the 2XZ. Aviation aluminum material is much more environmentally. Simple structure. Convenient operation. #solarindustry #vacuumsystem #degassing #vacuumcoating https://www.instagram.com/p/Ce3GiWzJThX/?igshid=NGJjMDIxMWI=
0 notes
Text
27 basic knowledge points of centrifugal pump!
1. What is the main working principle of centrifugal pump?
The motor drives the impeller to rotate at a high speed, causing the liquid to generate centrifugal force. Due to the action of centrifugal force, the liquid is thrown into the side channel and discharged out of the pump, or into the next stage impeller, so as to reduce the pressure at the inlet of the impeller and form a pressure difference with the pressure acting on the suction liquid. The pressure difference acts in the liquid suction pump. Due to the continuous rotation of the centrifugal pump, The liquid is continuously inhaled or discharged.
2. What are the functions of lubricating oil (grease)?
Lubrication, cooling, flushing, sealing, vibration reduction, protection and unloading.
3. What is the three-stage filtration of lubricating oil before use?
Level I: between the original lubricating oil barrel and the fixed barrel;
The second stage: fixed between the oil barrel and the oil pot;
Level 3: between the oil pot and the refueling point.
4. What is the "five determinations" of equipment lubrication?
Fixed point: add oil at the specified point;
Timing: oil the lubricating parts according to the specified time and change the oil regularly;
Quantitative: quantitative refueling according to consumption;
Quality determination: select different lubricating oils according to different models and keep the oil quality qualified;
Fixed person: each refueling part must be in the charge of a special person.
5. What is the harm of water in pump lubricating oil?
Water can reduce the viscosity of lubricating oil, weaken the strength of oil film and reduce the lubrication effect.
Water below 0 ℃ will freeze, which will seriously affect the low-temperature fluidity of lubricating oil.
Water can accelerate the oxidation of lubricating oil and promote the corrosion of low molecular organic acids to metals.
Water will increase the foaming property of lubricating oil and make the lubricant easy to generate foam.
Moisture can rust metal parts.
6. What are the maintenance contents of the pump?
Carefully implement the post responsibility system, equipment maintenance and other rules and regulations.
The equipment lubrication shall be "five fixed" and "three-level filtration", and the lubrication equipment shall be complete and clean.
Maintenance tools, safety facilities, fire-fighting equipment, etc. shall be complete and placed neatly.
High temperature in two-stage rotary vane vacuum pump?
0 notes
Last Seen Blogs

osplague
Os Plague

comptiavietnam
Untitled

katmaie
Sta Wa es Perú

grippermania
Без названия

infidesalus
O cafeluță, o biscuite!