#Industry 4.0
Text
Ball Valve Market- Innovation, Automation, and Cost-Effective Smart Valves
In the coming decade ball valve market is anticipated to grow with a lucrative CAGR, making it an essential component in many applications. Several leading industries looking for high-quality ball valves in their regular operations.
Ball valves are essential tools in Industry 4.0 with responsibility for fluid transport and control. Safe and reliable flow is ensured by ball valves. Water purification, energy production, and oil refineries are some applications where ball valves emerged as absolutely important. These are cost-effective and easy to operate. Air-tight closures make them safe to use in case of high temperature and pressure.
The shifting global economy focused on meeting rapid changes in evolving industries. The ball valve market is driven by trends and technologies due to manufacturers who consistently keep innovating their products. Leading ball valve market players consistently focused on increasing their capacity and efficiency to meet customer demands. Considerable investment is made in R&D activities to make future ball valves cost-effective.
Ball valve companies are rethinking safety measures for greater leak protection and longevity. The introduction of artificial intelligence and robotics has led to a lift-up precision factor in ball valves. Smart valves are more efficient and cost-effective for Industry 4.0.
3 notes
·
View notes
Text
Revolutionizing Manufacturing: Top Trends to Watch in 2023

The manufacturing industry faced several challenges in 2022, including disruptions in the supply chain, transportation difficulties, worker shortages, and inflation. As a manufacturing company, it is essential to stay informed about the emerging industrial developments to prevent the issues that plagued the industry last year.
However, one thing we can tell you for sure is, having the right technology in place can bring you closer to gaining a competitive edge and adapting to the changing industry dynamics. To help manufacturing businesses gain this edge, we offer next generation SAP ERP solution.
What are some technological trends the manufacturing industry can expect in 2023?
Industry 4.0 and Digital Transformation
Industry 4.0 and digital transformation will continue to be major drivers of innovation in the manufacturing industry in 2023. With the rise of the Internet of Things (IoT), Artificial Intelligence (AI), and other advanced technologies, manufacturers will have unprecedented access to real-time data, which will enable them to optimize their operations and improve efficiency. By integrating digital technologies across the entire supply chain, manufacturers will be able to achieve greater flexibility, agility, and responsiveness to changing market demands.
Advanced Robotics and Automation
As the cost of robotics and automation technology continues to decrease, we can expect to see an increased adoption of these technologies in the manufacturing industry. Robotics and automation can help manufacturers reduce labor costs, improve quality and consistency, and increase productivity. With the advent of more advanced robotics and automation systems, we can expect to see greater levels of collaboration between human workers and robots, as well as the development of more complex and sophisticated automation systems.
Sustainability and Green Manufacturing
As the world becomes increasingly aware of the impact of climate change, sustainability and green manufacturing will become more important in 2023. Manufacturers will need to find ways to reduce their environmental impact, including the use of renewable energy sources, the reduction of waste and emissions, and the adoption of sustainable materials and processes. Customers are also becoming more conscious of their environmental impact, which means that manufacturers who prioritize sustainability will be more competitive in the marketplace.
Additive Manufacturing
Additive manufacturing, also known as 3D printing, is a rapidly growing technology that is changing the way manufacturers design, prototype, and produce products. In 2023, we can expect to see an increased adoption of additive manufacturing technologies, particularly in industries such as aerospace, healthcare, and automotive. With the ability to produce highly complex parts and components on-demand, additive manufacturing will enable manufacturers to achieve greater levels of customization and flexibility.
Reshoring and Nearshoring
The COVID-19 pandemic has highlighted the risks of global supply chains and the importance of resilience and agility in manufacturing. In 2023, we can expect to see more manufacturers exploring reshoring and nearshoring strategies to reduce their reliance on overseas suppliers and improve their ability to respond to changing market conditions. By bringing production closer to home, manufacturers can reduce lead times, improve quality control, and reduce transportation costs.
In conclusion, the manufacturing industry is set to undergo significant changes in 2023, driven by digital transformation, advanced robotics and automation, sustainability, additive manufacturing, and reshoring and nearshoring. Manufacturers who stay ahead of these trends will be better equipped to compete in an increasingly complex and competitive global marketplace.
If you want to transform your business by implementing latest solutions, get in touch with the team of Techscope Technologies.
Source: https://techscope.co.in/revolutionizing-manufacturing-top-trends-to-watch-in-2023/
3 notes
·
View notes
Text

Technologies driving Industry 4.0
#revolution industry#industry 4.0 revolution#industry fourth revolution#fourth industrial revolution#industry 4.0#industry 4.0 in manufacturing
3 notes
·
View notes
Text
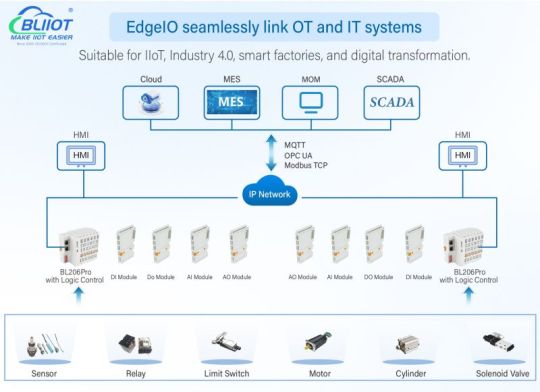
BLIIoT Distributed Remote Ethernet I/O Modules BL206Pro for Smart Factroy, Industry 4.0.
BL206Pro supports 32-channel IO modules, which can collect a variety of equipment and sensor data, and seamlessly connect to MES, SCADA, Ignition and Cloud via Modbus TCP, OPC UA and MQTT. Realize Industry 4.0 upgrade.
0 notes
Text
Embrace The Future

Revolutionizing Rugged Terrain: The IoT Transformation in Heavy Machinery
The digital era has ushered in a profound transformation in the heavy machinery industry, shifting from mechanical prowess to digital intelligence. At the forefront of this revolution is the Internet of Things (IoT), reshaping manufacturing in unprecedented ways and heralding an epoch of efficiency, safety, and productivity.
The Digital Shift in Heavy Machinery
Gone are the days of relying solely on brute strength and manual dexterity in the heavy machinery industry. Today, we're on the verge of a digital renaissance powered by IoT-integrated processes.
IoT's multifaceted role in modern manufacturing enables real-time monitoring, control, and seamless data exchange among machines, systems, and operators. This data-driven approach optimizes operations, enhances safety measures, and reduces downtime, ushering in improved efficiency.
Adopting IoT technologies has been shown to improve operational efficiency by up to 15% in some cases, with predictive maintenance strategies reducing downtime by as much as 30% and slashing maintenance costs significantly.
The digital shift in the heavy machinery industry transforms isolated machines into interconnected systems capable of intelligent decision-making. This revolutionary transition sets the stage for unparalleled advancements in manufacturing by merging technology with heavy machinery.
Critical Benefits of IoT in Heavy Machinery
Integrating the Internet of Things (IoT) into heavy machinery heralds a significant leap forward, driving unprecedented efficiencies and innovations. This transformative technology revolutionizes industries, from predictive maintenance and operational efficiency to safety enhancements and resource optimization.
Predictive Maintenance
IoT-enabled predictive maintenance uses sensors to monitor machinery parameters, detecting issues before they escalate. For instance, abnormal vibrations trigger alerts for timely maintenance, preventing costly failures and reducing downtime by up to 30%.
Operational Efficiency
Real-time data collection and analysis through IoT optimize production processes, leading to resource allocation improvements. One heavy machinery manufacturer saw a 20% increase in production efficiency post-IoT integration, highlighting the impact of data-driven decision-making.
Safety Enhancements
IoT continuously monitors equipment and operator behavior, promptly identifying safety risks and taking preventive actions. Sensors can halt operations if safety parameters are breached, reducing accidents and insurance costs for a safer work environment.
Resource Optimization
IoT also plays a crucial role in optimizing the use of resources, including machinery, materials, and energy.
By tracking the real-time status and equipment performance, IoT systems can ensure that machines operate at peak efficiency, reducing energy consumption and minimizing waste.
This not only lowers operational costs but also supports sustainability efforts by decreasing the environmental impact of manufacturing processes.
Case Studies
A construction equipment manufacturer utilized IoT sensors to optimize maintenance, reducing unplanned downtime by 25% and boosting fuel efficiency by 15%. Similarly, a mining company saw a 20% drop in maintenance costs and increased equipment availability by monitoring heavy machinery health in remote areas with IoT.
Construction Equipment Manufacturer
Scenario
A construction equipment manufacturer, grappling with frequent downtime and inefficient maintenance, opted for IoT sensor deployment across its machinery fleet.
Implementation
Installed sensors monitor crucial parameters, transmitting real-time data to a centralized platform for predictive maintenance and operational analysis.
Outcomes
Maintenance Optimization: Predictive analytics shifted the maintenance model from reactive to predictive, cutting unplanned downtime by 25%.
Fuel Efficiency: Data analysis led to operational adjustments, enhancing fuel efficiency by 15% fleet-wide.
Operational Insights: Comprehensive data informed decisions on fleet optimization and equipment procurement by revealing machine utilization rates.
Mining Company in Remote Locations
Scenario
In remote and harsh environments, a global mining company faced challenges maintaining heavy machinery health.
Implementation
IoT sensors were installed on machinery to monitor vital parameters, with data transmitted via satellite for real-time analysis at headquarters.
Outcomes
Reduced Maintenance Costs: Early detection of equipment issues led to a 20% cost reduction through targeted maintenance interventions.
Increased Equipment Availability: Real-time monitoring and predictive maintenance boosted equipment availability, minimizing downtime and optimizing operations.
Enhanced Remote Operation Capabilities: IoT-enabled remote diagnostics and adjustments provided flexibility in response strategies for remote mining sites.
Overcoming the Challenges
Integrating the Internet of Things (IoT) into the heavy machinery sector is challenging. Effectively addressing these is crucial for unlocking the full potential of IoT technologies.
Data Security and Privacy
The rise of IoT devices in heavy machinery raises concerns about data security and privacy due to the continuous generation and transmission of vast amounts of data. Robust cybersecurity measures, including encryption protocols and regular audits, are essential to safeguard data integrity and confidentiality, instilling trust in IoT systems.
Integrating IoT with Existing Systems
Incorporating IoT technologies into legacy machinery systems poses challenges due to the disparity in technology eras. However, gateway devices and platform-agnostic software facilitate communication between old and new systems, enabling data extraction and analysis without a complete infrastructure overhaul.
Navigating Technical and Organizational Hurdles
Transitioning to a digital, IoT-enabled operation requires overcoming technical and organizational obstacles. Cultivating digital literacy through staff training and fostering an innovative culture are vital. Redefining roles and responsibilities to align with the digital-first approach ensures effective utilization of IoT technologies.
The Future of IoT in Heavy Machinery
As we look to the future, several emerging trends promise to further transform the heavy machinery industry through IoT.
Emerging Trends
Predictive Analytics
IoT sensor data enables sophisticated predictive analytics, anticipating equipment failure and scheduling preventive maintenance to minimize downtime and prolong machinery lifespan.
Integration with AI and Robotics
The merger of IoT with AI and robotics brings about automation and intelligence in heavy machinery. This fusion automates complex tasks, enhances decision-making with AI insights, and boosts operational efficiencies.
Real-Time Monitoring and Remote Operation
IoT enables real-time machinery monitoring, offering instant feedback on performance and conditions. Remote operation capabilities allow for machinery control from a distance, enhancing safety and operational flexibility.
Preparing for an IoT-Driven Future
Preparing for an IoT-driven future in heavy machinery involves strategic planning, technological investment, and staff training. Organizations need a comprehensive IoT strategy aligned with business objectives, including investments in infrastructure and cybersecurity. Equipping staff with necessary skills through training programs is equally crucial for navigating the evolving IoT landscape effectively.
Concluding Thoughts
The advent of IoT marks a transformative era for the heavy machinery industry, driving efficiency, productivity, and safety to unprecedented levels amidst ongoing digital transformation. Through strategic IoT integration, the sector benefits from predictive maintenance, real-time analytics, enhanced safety protocols, and resource optimization. This digital revolution, already underway, reshapes heavy machinery into a more intelligent and connected sector. Embracing IoT promises incremental improvements and a complete overhaul of traditional practices, leading to a sustainable and profitable future.
Coditude offers essential expertise and solutions to maximize the integration of IoT in heavy machinery operations, catalyzing Industry 4.0 advancements. Engaging with Coditude promises enhanced efficiency, productivity, and safety, positioning your enterprise as an industry leader.
#digital twins#internet of things#digital transformation#industry 4.0#internet of things devices#iot#future of digital transformation#embrace technology for a brighter future
0 notes
Text
youtube
0 notes
Text
ERPNext: The All-In-One Open-Source Solution for Streamlining Your Business

In today’s competitive business landscape, streamlining operations and gaining a clear understanding of your company’s data is crucial for success. Enter ERPNext, a powerful and versatile open-source Enterprise Resource Planning (ERP) solutionthat empowers businesses of all sizes to achieve just that.
What is ERPNext?
Developed by the frappe team, ERPNext is a comprehensive ERP system that goes beyond traditional software limitations. It offers a vast array of integrated modules, including:
Customer Relationship Management (CRM)
Sales & Inventory Management
Accounting & Finance
Project Management
Manufacturing
Human Resources (HR)
…and many more!
Why Choose ERPNext?
Here are some compelling reasons why ERPNext should be your go-to solution for business management:
Open-Source Advantage: Unlike traditional ERP systems that lock you into expensive licenses, ERPNext is completely free to use and modify. This translates to significant cost savings and the freedom to customize the platform to your specific needs.
All-Encompassing Functionality: ERPNext boasts a remarkable range of built-in modules, eliminating the need for multiple software integrations and streamlining your entire workflow.
Scalability and Flexibility: ERPNext caters to businesses of all sizes, from startups to established enterprises. It adapts and grows alongside your company’s needs.
User-Friendly Interface: ERPNext features a clean and intuitive interface that simplifies navigation and data management for all users, regardless of technical expertise.
Active Community Support: Benefit from a large and vibrant community of developers and users who offer extensive support and resources to ensure a smooth ERPNext experience.
Getting Started with ERPNext
If you’re ready to unlock the potential of ERPNext and transform your business operations, Mannlowe Information Services Pvt. Ltd. can be your trusted guide. We offer comprehensive ERPNext implementation services, helping you:
Define your business needs and identify the most relevant ERPNext modules.
Seamlessly integrate the platform into your existing workflows.
Provide ongoing support and training to ensure your team utilizes ERPNext to its full potential.
Visit our website at https://mannlowe.com/erpnxt.html to learn more about how ERPNext can empower your business!
Conclusion:
ERPNextoffers a compelling alternative to expensive and complex ERP solutions. With its open-source nature, comprehensive functionality, and user-friendly design, ERPNext empowers businesses to streamline operations, gain valuable data insights, and achieve long-term success.
#SAP Servicings#SAP Upgrade & migration#SAP Application Services#SAP Management Services#Industry 4.0#SAP Fiori#SAP Warehouse Management#SAP Extended Warehouse Management#IT Services#Information Technology Services#Services
0 notes
Text
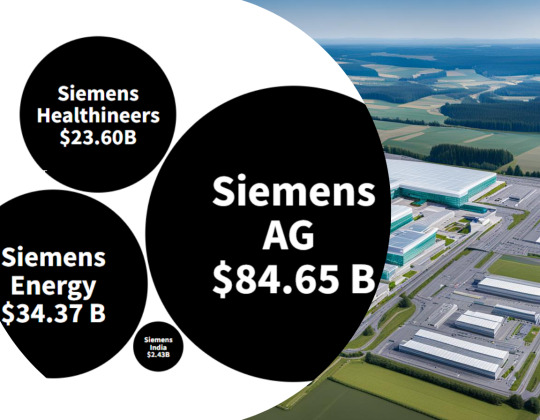
Breaking down of Siemens revenue as per segment
Siemens AG: A German multinational conglomerate with the largest industrial manufacturing company in Europe.
Revenue of Siemens in different segments in 2023:-
Siemens Energy:
An energy company, a spin-off of the former Gas and Power division of Siemens that includes full ownership of Siemens Gamesa.
Siemens Gamesa:
The company was delisted in 2023. It is a leading company in the renewable…
View On WordPress
0 notes
Text
The global industry 4.0 market size reached US$ 139.8 Billion in 2023. Looking forward, IMARC Group expects the market to reach US$ 547.1 Billion by 2032, exhibiting a growth rate (CAGR) of 16% during 2024-2032. The increasing trend of digitization, continuous advancements in technologies such as the Internet of Things (IoT), artificial intelligence (AI), and robotics, and significant investments in extensive research and development (R&D) activities are some of the major factors propelling the market.
0 notes
Text
In the transformative era of Industry 4.0, the Internet of Things (IoT) stands as a crucial catalyst reshaping the manufacturing industry. The implementation of IoT in manufacturing has facilitated the adoption of digital technologies like cloud computing and Big Data, creating a seamless integration that enhances operational efficiency and productivity. IoT has revolutionized data utilization, communication, and operational practices across industries. This evolution has given rise to the Industrial Internet of Things (IIoT), marking a significant shift in manufacturing operations. With a persistent drive to enhance productivity, efficiency, and cost-effectiveness, the manufacturing sector increasingly relies on IoT as a promising solution to address these ongoing challenges.
0 notes
Text
Role of Computer Vision in Industry 4.0: Top 5 Use Cases Transforming Manufacturing Industry
In the manufacturing sector, the integration of Computer Vision marks a revolutionary leap forward, propelling its use to create a legacy of computer vision for Industry 4.0 into a new era of efficiency, precision, and connectivity. At the heart of this transformation is the ability of computer vision for manufacturing safety to impart machines with visual perception, enabling them to interpret and respond to the visual intricacies of the manufacturing environment.
1 note
·
View note
Text
Industrial IoT: An Overview of Its Technology and Significance
In the era of Industry 4.0, Industrial IoT (IIoT) is a disruptive force that is changing the way industry's function and expand. IIoT technology, which is characterized by networked devices and sensors, makes automation and seamless data exchange possible, increasing productivity and efficiency to unprecedented levels.
As the backbone of smart factories and industrial processes, IIoT devices are crucial components of this ecosystem. These devices, which have sensors and connecting components, gather and transmit crucial data so that businesses may act quickly and intelligently.
Applications of IIoT are numerous and varied, covering a range of sectors including industry, healthcare, agriculture, and more. IIoT facilitates predictive maintenance, streamlines supply chains, and boosts equipment performance overall to increase manufacturing's operational efficiency.
IIoT offers promise, but there are drawbacks as well, particularly with regard to security and data management. Data security and integrity are crucial as more companies use IIoT.
Firms hoping to stay competitive in today's digital environment need to understand IIoT technology and its ramifications. Adopting IIoT may create new avenues for development and innovation in a number of sectors. Contact one of our experts right away!
0 notes
Text
Revolutionizing Manufacturing: The Impact of Artificial Intelligence in Industry 4.0
Introduction:
In the era of Industry 4.0, the convergence of digital technologies is reshaping the landscape of manufacturing. At the heart of this transformation is Artificial Intelligence (AI), a powerful force driving unprecedented efficiency, automation, and innovation across industries. This blog explores the multifaceted role of AI in the fourth industrial revolution, ushering in an era of smart manufacturing and unparalleled connectivity.
1. Predictive Maintenance for Seamless Operations:
One of the cornerstones of Industry 4.0 is predictive maintenance, and AI plays a pivotal role in making it a reality. Advanced algorithms analyze vast amounts of data from sensors embedded in machinery to predict potential failures before they occur. This proactive approach not only minimizes downtime but also extends the lifespan of critical equipment, optimizing the overall efficiency of manufacturing processes.
2. Smart Manufacturing and Real-time Decision Making:
In the age of smart manufacturing, AI enables machines to communicate and make real-time decisions autonomously. Automation, robotics, and AI-driven control systems work in tandem to enhance production efficiency and flexibility. This interconnected ecosystem allows for adaptive manufacturing processes, responding dynamically to changes in demand and production requirements.
3. Quality Control Reinvented:
Gone are the days of manual quality control inspections. AI-powered image recognition and machine learning algorithms revolutionize the way products are inspected for defects. The precision and speed with which AI can analyze visual data ensure that only high-quality products reach the market, reducing waste and enhancing overall product reliability.
4. Supply Chain Optimization and Resilience:
AI's analytical capabilities are harnessed to optimize supply chain management. From predicting demand and managing inventory levels to identifying potential disruptions, AI ensures a streamlined and resilient supply chain. This not only reduces costs but also improves overall responsiveness to market dynamics.
5. Energy Management and Sustainability:
In the pursuit of sustainable manufacturing, AI contributes by analyzing energy consumption data. By optimizing energy usage in real-time, manufacturers can reduce their environmental footprint while achieving significant cost savings. AI algorithms continuously adapt to changes in production patterns, further enhancing efficiency.
6. Human-Robot Collaboration for Enhanced Productivity:
AI facilitates safe and seamless collaboration between humans and robots. Collaborative robots equipped with AI capabilities can adapt to dynamic environments, working alongside human counterparts to enhance productivity and address tasks that require precision or pose potential risks to human workers.
7. Customization and Personalization:
AI's ability to analyze vast datasets enables mass customization in manufacturing. By understanding customer preferences and market trends, manufacturers can tailor products and services, meeting the demands of an increasingly diverse and dynamic consumer base.
Conclusion:
Sawan Narendra Aware is working in AI on Industry 4.0. As we navigate the complexities of Industry 4.0, it is evident that Artificial Intelligence stands as a linchpin in the transformative journey of manufacturing. From predictive maintenance to supply chain optimization, AI-driven innovations are reshaping the industry's landscape, unlocking new levels of efficiency, sustainability, and customization. As we embrace the era of smart manufacturing, the integration of AI into Industry 4.0 heralds a future where innovation knows no bounds.
By - Sawan Narendra Aware
Technology Enthusiast and Developer
0 notes
Text
"Unlocking Industry 4.0: The Vital Role of Design for Manufacturing (DFM) in Modern Production"
"Dive into the heart of Industry 4.0 with our latest publication/blog. Discover why Design for Manufacturing (DFM) is a critical catalyst for seamless integration and efficiency. Explore insights, strategies, and real-world applications that empower businesses in the era of advanced manufacturing."
0 notes
Text
Smart Manufacturing In the Digital Age

In today’s age of industrial automation, the buzz around digital transformation (DX) is undeniable. According to Gartner, 80% of manufacturing CEOs are increasing investments in digital technologies such as AI, machine learning, IoT, and data analytics, aiming to navigate economic challenges and propel growth. Yet, only 8% claim success in their digital endeavors. What’s the missing link? It’s not technology but organizational readiness that often falters.
Manufacturers embarking on this digital transformational journey must heed vital principles. Cross-functional digital transformation teams, spearheaded by smart manufacturing operations, blend expertise from engineering, supply chain, and material operations. IT becomes the linchpin, ensuring data’s reliability and security, essential to fuelling data-driven manufacturing.
Data demands strategic handling. Centralization ensures a singular truth source, while targeted collection tailored to specific manufacturing challenges optimizes resources. Equally crucial is democratizing data, delivering pertinent information to individuals — from operators to maintenance leaders — empowering precise decision-making.
However, technology’s human element cannot be ignored. HR plays a pivotal role, bridging generational gaps and ensuring everyone understands the purpose and benefits of digital transformation. Financial realism is equally paramount; ongoing costs, often underestimated, necessitate meticulous accounting to prevent implementation hurdles.

Above all, leadership must champion this shift, preserving the company’s ethos. By fostering a culture of decentralized, data-driven decision-making, organizations can harmonize tradition with technology. As we tread the path to digitalization, JR Automation, a Hitachi Group company stands as a beacon, guiding industries worldwide toward a future where innovation and tradition coexist seamlessly.
In summary, cross-functional teams, IT partnerships, HR support, and visionary leadership are critical to achieving a seamless and culturally aligned transition and ensuring the success of digital transformation initiatives in manufacturing.
Explore the surprising factors that drive successful digital transformation in manufacturing and best practices for overcoming organizational hurdles and harnessing cross-functional teamwork to maximize data-driven decision-making.
Discover how Hitachi is enabling data-driven manufacturing automation to achieve sustainability and profitability
#smart manufacturing#smart factory#industry 4.0#industrial digitalization#digital transformation#sustainable manufacturing#manufacturing digitalization#sustainability
0 notes
Last Seen Blogs

nameofamoon
Lunar Base

veeheement
vee

porngirlbeauty
Sin título

asquaredvision-blog
Untitled

m1kad
m1KAD