#steel hollow roll forming machine
Link
Customized Mild Steel Hollow Pipe forming machine technology
Dia. Round tube 101mm original tube raw material.
0 notes
Text
Monster Spotlight: Tophet

CR 10
Neutral Large Construct
Bestiary 3, pg. 271
Construction Requirements: Craft Construct, Bull’s Strength,Endure Elements, and a caster level of at least 12. Craft (Sculpture) with a DC of 20.
A Tophet is built from at least 3000 pounds of iron, steel, and/or brass forged in heat comparable to that of an active volcano.
Cost to Build: The strict heat requirements and the formation of the Tophet's rotund body makes the final cost of this Construct a generous 23,500gp!
Open wide and say aaaaAAAAAAAAAAAAAAAAHHI'M BURNING
Often formed in the likeness of whoever the creator dislikes, the Tophet look like comically waddling, rounded caricatures of their inspiration, harmless as a jester and created only to be mocked. Much like a jester in a fantasy setting, though, the Tophet is more dangerous than it looks! Though its toddling gait and silly face can be disarming, it's still an animated hunk of solid metal, capable of dealing hefty blows with a duo of slam attacks for 1d6+8 damage each and having DR 5 that's only bypassed by adamantine weapons.
And, of course, their mouth. Unhinging and opening up like some nightmare portal, the Tophet's bite deals 2d6+8 damage and Grabs whatever it locks down on. Any creature that can't break out of the grapple by the time the Tophet's turn rolls around again is sucked straight into its hollow but cramped interior. The Construct itself has no Swallow Whole damage, acting purely as a prison cell (or, in desperate times, an armored transport) and even having a doorway to let out anyone who can succeed the DC 30 Disable Device check to pick the lock (with a -2 penalty because they're still grappled) or who has the key. The Tophet itself can be ordered to open and shut the hatch at any time, and it automatically shuts it as a free action whenever a creature picks the lock to escape, resetting the mechanism.
However, being a living prison cell is only its primary function. It's also a torture device and, in some cases, an executioner. Immune to Fire damage, these rounded guardians are Conductive, transferring half of any Fire damage they would have taken to their prisoners instead. While a party needs only to hear the screams of their roasting ally once to stop hurling Fireballs and Scorching Rays at the thing, the Tophet's commander has little reason to not hurl as much fire as they can at their mechanical ally, roasting the victim inside with no saving throw allowed. The book points out that Tophet can be ordered to stand in lava to execute their prisoners, with total immersion dealing 20d6 Fire damage a round; that's an average of about 72 damage, so captured victims take 36! And with nowhere to escape but into the lava... well... Not a pretty way to go.
On the plus side, Tophet are unintelligent, entirely beholden to the orders of their creators and with no tactical flexibility. Their entire game plan is to waddle up to a target and Full-Attack as early and as often as possible, something they actually struggle a little with despite their CR and Large size; their silly little arms are good for the court's morale but not for the machine itself, which possesses a 10ft space but only a 5ft reach, and their silly little legs mean they only move at 20ft a round, allowing most parties to stay out of their reach. They're not exactly meant to fight, they're meant to swallow people who are brought to them already bound and gagged and act as an emergency last line of defense between a prisoner and people who want them freed. If a Tophet is in battle, it's likely because the party is trying to rescue someone who was put inside one earlier... and a DM wanting to make an encounter with one especially harrowing can put a time limit on it, with the Construct sitting atop a fire pit, pinging its held victim's health every round it can't be moved...
You can read more about them here.
67 notes
·
View notes
Text
The Commonwealth Calls
Excerpt: Steel Clad Coffins (2)
Alright, Part 2, done! Here's the first part!
And they were off. Two and a dozen armtracks tearing across the open lowlands of the Bardinian countryside, their engines' guttural roars mixing with the whining of hydraulics and the heavy growls of tracks ripping up the dirt beneath them.
They travelled in leaps and bounds, those in the lead stopping on a hill or outcropping to watch over the battlefield, as their comrades surged path, then joining again when others took their positions. In 30 minutes, the swift machines had pushed their way to the Battalion Group form up positions.
The scene before them was like an industrial hellscape. Apparently, it had been decided that the best location for the final meeting place pre-assault would be in the bombed out ruins of some now ancient factory complex. Amidst the cracked and broken concrete, vehicles were parked scattered about, ranging from the heavily armoured "Hoplite" infantry transports with their autocannons like predator snouts to the light wheeled scout cars, lined up like a pack of wolves in a huddled ring.
And as the Major poked her torso out through the cupola, and looked on over the assembled mass, as her Company made its way to the rally, a small utility car trundled up the narrow dirt road. At the same time, the transmitter flared up again, now on HQ's band.
"EAGER to LOCKER, EAGER to LOCKER, get your company moving onto the fueling points soon-as, the attack's been moved up to an hour from now, Clear."
"Clear on, EAGER, moving up."
Her terse reply could hardly conceal Goyan's annoyance with her new orders. Still, orders they were, and the state of things made this hardly the first one she'd rather not have to deal with. She called in with her unit to relay instructions.
"LOCKER to all units, prepare to conduct refueling exercise. 1st Platoon, you're up, everyone else try not to look too conspicuous."
Her instructions sent and acknowledged, her own armtrack now rolled its way down the hill, with the Executive Officer's vehicle following close. As they rode on past the burning rubble, Goyan saw the telltale round cylinders of 2 fuel trucks, and the boxy fuel pump machinery they towed behind them. Already her armtracks had lined up for fueling, 4 to a truck and surrounding them like a feeding litter of animals. In minutes the dozen vehicles had finished up refueling, and were now being led by various other soldiers to the infantry they would be supporting in the oncoming assault.
"Well, I reckon it's our turn, Major. I think I heard Battalion say they wanted a briefing with us."
"Certainly, Pohl, I'm sure the crew'll be able to handle a brief refueling job. Ain't that right, Klein?"
Goyan and Lieutenant Klein barely heard the laughs of their crews as they clambered their ways out of their vehicles and jumped onto the well-churned ground. Already, the same motorcar that had led the column to the fuel trucks now drove its way towards the pair, as the armtracks revved their engines and trundled off. The open car, dwarfed by the hulking masses of armour all around it, pulled to a stop right in front of the two officers, and a man in combat fatigues with the rank tabs of a Captain, who sat to the right of driver, turned and called out to them.
" 'Ello you two, thanks for finally gracing us with your presence! Hop in, the Colonels in a foul mood and being late won't help!"
"Thank you for the insight John, helpful as usual."
Goyan and Pohl climbed over the open top doors of the car, and the assembled group sped off into the cavernous, hollow belly of the fallen factory centre, where their future would await them
3 notes
·
View notes
Text
More than Steel: Explore the key role of structural steel in modern architecture
Structural steel is designed for a variety of building uses. It has high ductility, a property that allows for stress redistribution. Because of the high ductility of structural steel, it can be customized to a variety of shapes, sizes and thicknesses. Most countries have strict standards to regulate the shape, size, chemical composition and mechanical properties of steel.
The shape design of structural steel usually has a good strength-to-weight ratio, which enables it to support extremely heavy loads without deformation, so steel becomes an excellent reinforcement material. These include a variety of shapes, such as I-beams, Z-shaped steel, hollow structure cross sections also known as HSS-shapes, which are very common around the world, but specific standards vary from region to region.
In many countries, such as the United Kingdom and the United States, I-beams are referred to as universal beams (UB) or universal columns (UC), respectively. In Europe, sections such as IPE, HE, HL and HD are included. The United States includes wide flanges (WF or W shape) and H-profiles. All construction industries usually use I-beams, which are very effective for bearing bending loads.
In addition, there are such as C-beam or C-section, also known as structural channel steel, T-section is also known as tee, track profile asymmetric general beams, metal plates, open web steel joists and so on.
Structural steel products can be manufactured by hot rolling, cold rolling or by welding profiles together. In the past few decades, "Angle iron", "trough iron" and "iron plate" have been used to describe wrought iron. Today, however, steel has replaced iron, but the terms are still used informally, but it is incorrect to use these old terms to refer to steel. The correct terms are Angle, groove and plate.
Structural steel standard
European standards of discovery
There is an official European Committee for Standardization called CEN.
When it comes to steel manufacturing, there are many current national standards, and most steels used in Europe comply with the European standard EN 10025.
For example, S275J2 and S355K2W are typical names for steel grades, where S indicates that they are structural steels, followed by three numbers describing the yield strength in Newtons per square millimeter or mpa, followed by an alphanumerical combination that is the toughness grade classification. The second letter W in the last example indicates that the product is composed of weathering steel. The name may also include letters for fine-grained steel (N or NL), tempered steel (Q or QL), etc.
The shape of a set of standard structural profiles is defined by five European standards:
European I-beam: IPE - Euronorm 19-57
European I beam: IPN - DIN 1025-1
European flange beam: HE -- Euronorm 53-62
European Channel: UPN - DIN 1026-1
Cold forming in Europe IS IS 800-1
American standard
In the United States, alloy steels used in the construction of buildings are certified and specified by ASTM International. The name of the building material begins with A, followed by two to four numbers. Four-digit names are commonly used for mechanical engineering. Steel used in machines and vehicles has a separate naming system.
The most commonly used types of structural steel include:
Carbon steel
A36 - for structural shapes and plates.
A53 - For structural pipes and tubes.
A500 - for structural pipes and tubes.
A501 - For structural pipes and tubes.
A529 - for structural shapes and plates.
A1085 - For structural pipes and tubes.
High strength low alloy steel
A441 - for structural shapes and plates - (replaced by A572)
A572 - for structural shapes and plates.
A618 - For structural pipes and tubes.
A992 - Suitable for applications such as W or S I-beams.
A913 - For hardening and Self-tempering (QST) W shapes.
A270 - for structural profiles and plates.
Corrosion resistant high strength low alloy steel
A243 - for structural shapes and plates.
A588 - for structural shapes and plates.
Tempered alloy steel
A514 - for structural shapes and plates.
A517 - For boilers and pressure vessels.
Eglin steel - Used in low-cost aerospace and weapons equipment.
Forged steel
A668 - For steel forgings
What is the CE Mark?
The European Directive Construction Products Directive (CPD) introduced the CE marking for all steel and construction products. CPD ensures harmonization of classification and description, facilitating the free movement of products and materials throughout the EU. A factory's factory Production control (FPC) system must be evaluated by a suitable certification body approved by the European Commission before it is allowed to add the CE marking to articles and/or materials. This ensures that these "safety critical" items actually meet the quality specified on the label. For example, CE marking on products such as prefabricated steel structures and bolts can verify that the manufacturing and final properties of the product meet the relevant harmonized standards (see below).
When it comes to steel construction, the standard is indicated by the following descriptive names:
For sections and plates, it is: EN 10025-1
For hollow profiles: EN 10219-1 and EN 10210-1
For pre-tightening bolts, it is: EN 14399-1
For non-preloaded bolts: EN 15048-1
For fabricated steel, it is: EN 1090-1
The CE marking standard for steel structures is EN 1090-1.
As of the end of 2010, the standard covering the CE marking of steel structures is EN 1090-1. After a two-year transition period, the CE mark became an EU standard in 2014.
Concrete or steel?
Of course, steel and concrete are not the only materials used in construction, but they are among the most abundant and widely used materials in most modern buildings. Steel of various grades and properties, concrete of various grades and properties, and other materials such as clay, mortar, ceramics, wood, and masonry are commonly used.
For load-bearing purposes, such as structural frames and load-bearing beams, materials commonly used include some combination of structural steel, concrete, masonry and/or wood. Depending on the conditions of the structural components and the desired performance, different combinations, grades and designs will be used. By far the most common and abundant building materials in these cases are reinforced concrete and steel. The optimal grade, material mix and design are determined by the engineer. Factors that influence these decisions include weight, strength, constructability, sustainability, availability, life, fire resistance, appearance, and cost.
Let's look at some of these factors in more detail:
cost
This will depend on several factors, such as construction location, order size, transportation costs, support machinery, components, and availability and cost of skilled and unskilled labor. For example, reinforced concrete requires formwork before pouring, which accounts for about half of the final cost. The preparation is demanding, but once this work is done correctly, the concrete can be poured and allowed to cure. They form a strong solid material that conforms to the desired shape in pre-cured liquid form. Precast concrete has become a popular way to reduce costs (through factory manufacturing methods) and maintain greater regularity in shape and form. Manufacturing is fast, so, assuming transportation is available and efficient, using the prefabricated method can also speed up other aspects of construction, resulting in cost savings. Since steel (used to reinforce concrete) is sold by weight, structural designers determine the lightest and least amount of steel that can still produce the strength and other properties required for a component. Buying the same components in bulk (even though some may be over-engineered for their purpose) can significantly reduce costs compared to buying every component with properties specific to the job at hand.
Strength-to-weight ratio
Strength-to-weight ratio or specific strength is a useful way to classify building materials. Strength divided by density, the resulting rating is used to indicate how useful a material is in a given situation or for a given purpose. For example, the compressive strength of concrete is ten times the tensile strength, so the strength-to-weight ratio is much higher in cases where compressive strength is the main required attribute.
Sustainable development
As environmental issues become increasingly important and urgent, many construction companies and material suppliers list sustainability attributes as the main feature of their products. The use of sustainable and sustainably manufactured materials usually does not significantly affect the performance or cost of the structure, and some of these materials are actually cheaper. For example, more than 80% of structural steel members are currently made from recycled materials (A992 steel). It is cheaper and has a higher strength-to-weight ratio compared to grade A36 steel members. The concrete, which uses primarily natural materials as components, is now made permeable, which reduces the need for drainage and overflow infrastructure as water can move through the surface on its own. Disposing of old concrete is also less harmful to the environment because it can be used as an aggregate for other construction projects rather than simply thrown into a landfill.
Fire resistance
For buildings and the people who live and work in them, fire can be one of the scariest and most dangerous risks. In dry and windy conditions, fires can mean raging blazes within minutes, and wooden structures are particularly vulnerable to this danger. In this case, even structural steel may be at risk of failure. The use of reinforced concrete, both as a major part of the structure and as a firebreak or protective layer for other materials, is one way to mitigate these risks.
corrosion
Exposure to corrosion in water, heat, moisture, salt, and other substances can cause long-term problems for some building materials, not only damaging the appearance of the material, but also damaging the integrity of the structure. When installing certain materials, special measures must be taken to ensure protection from these potentially harmful elements, and these materials need to be maintained regularly and recommended care procedures followed. Structural steel may rust if exposed to water, wood may rot, and mold may seep into cracks and cavities in the structure, posing a danger to those who live and work near the structure. However, these are well-known risks, and both material manufacturers and construction companies take steps to reduce the risks and educate users on best practices to ensure safety and extend the useful life of these products and structures
Structural steel is an indispensable material in the construction industry, which is known for its excellent physical properties and flexible construction performance. This material has extremely high compressive and tensile strength, which means that it can withstand significant pressure and tension, maintaining its robustness. The excellent toughness and ductility of structural steel enable it to remain stable under a variety of environmental and functional requirements, while its high stiffness ensures the straightness and shape stability of the structure. These properties make structural steel the material of choice when constructing Bridges, tall buildings and other infrastructure.
In terms of construction, the plasticity of structural steel is extremely high, and it can be processed into various shapes required by forging, forming, bending and other ways. It is connected in a variety of ways, and can be connected with other parts by bolts, welding, cutting and forming to adapt to different design and construction needs. Compared with concrete that needs to be mixed, poured and cured on site for a period of time, structural steel can be used immediately after arriving at the construction site, greatly shortening the construction period and improving the construction efficiency, which is crucial for the progress control of engineering projects.
Although structural steel performs well in fire resistance because it is itself non-combustible, its strength and stiffness are affected at high temperatures, which can lead to structural failure. Therefore, in order to meet the requirements of international building codes, steel structure components usually need to be wrapped in refractory materials, which undoubtedly increases the overall construction cost.
In terms of corrosion resistance, structural steel is prone to corrosion when in contact with water, especially in saline environments. To prevent corrosion, protective paint or other protective measures are usually applied and steel components are placed away from water sources.
Mold problems are generally more common in porous surface materials such as wood, and less so in steel structures. This is because mold tends to grow on porous surfaces, and the closed nature of steel limits mold growth.
In modern urban construction, skyscrapers and super high-rise buildings mostly use steel structure, because structural steel has high strength, rigidity, and can be quickly put into use, making the construction progress more controllable. Due to the high strength-to-weight ratio of structural steel, it is particularly suitable for use in tall buildings where structural integrity needs to be maintained from the underground foundation to the tip.
For some low-rise buildings, because they do not require such a high strength-to-weight ratio and have fewer floors, it is more economical to use concrete as a building material. Although structural steel and reinforced concrete are both preferred building materials, builders often also consider economic factors when selecting materials. They need to make a trade-off between maintaining a profitable business and choosing cheaper materials.
In actual building design, engineers and designers often combine the advantages and disadvantages of steel and concrete and use them for different purposes. For example, steel is used in the structural frame of the building, while reinforced concrete is used in the floor slab. This design not only gives full play to the advantages of the two materials, but also enables rapid alternate construction between floors during construction.
In short, the design and construction of structural steel is a comprehensive consideration of material characteristics, cost effectiveness, safety and aesthetic process. With careful design and material selection, it is possible to create building works that are both affordable and safe to use.
More than Steel: Explore the key role of structural steel in modern architecture
0 notes
Text
What Factors Affect The Cost Of Extruded Aluminium - Mcalloys

Extruded aluminium products have long played a important role in the manufacturing industry; when there is a need for the creation of low cost parts with that would otherwise require significant machining to achieve the final shape.
With aluminium being ductile, mechanically strong, and cost-effective, the material lends itself well to creating complex parts with minimal waste or extensive machining
8 things that can drive up the price of extruded aluminium products
The cost of extruded aluminium can be influenced by various factors. These include:
Die and tooling costs
An important one-off cost is the production of the extrusion die. The given profile’s size and complexity will dictate how much this die costs, as will the factor of whether the profile will be solid, or contain an enclosed hollow (or several hollows). A hollow die is normally more expensive, due to the need for it to consist of a greater number of parts.
The tooling costs for extruded aluminium products typically encompass not only the expenditure incurred in manufacturing the steel die, but also the time-consuming process of designing the die and micro adjustments required to get the die dimensions within tolerlance.
The cost of aluminium
As is the case with any other commodity, aluminium prices can fluctuate due to the state of the global market at any one time. Underlying aluminium prices can be driven by the London Metal Exchange (LME) or the Chicago Mercantile Exchange (CME), although the exchange traded portion of an extrusion’s price can at least be hedged.
Profile size
Extrusion mills vary with regard to their extrusion press sizes. Extruded aluminium products tend to be produced on presses that can extrude profiles in dimensions from 5mm to 250mm wide. If a profile larger or smaller than this is requested, the cost is likely to be higher due to the lower economies of scale and potentially slower production.
Finishing costs
Although any kind of necessary finishing of extruded aluminium products has to be budgeted for, it is also true that some finishes are cheaper than others. So, it is important for buyers to consider whether they might be missing an opportunity to save costs by changing finishes. Painted finishes, for instance, are generally more affordable than anodised ones, and might allow for the same aesthetic to be achieved for less outlay.
The cost of manufacturing
The smelter will charge a premium to convert aluminium ingot into billet form, and the extruder will charge their own premium to turn the billet into an extrusion. Both of these key figures in the process operate according to a ‘supply and demand’ dynamic, and it is a part of the cost of extruded aluminium products that the buyer may have limited options to control.
The cost of energy
It is not a secret that business energy costs have escalated in recent years. This has had a substantial knock-on impact on the costs involved in the manufacturing of extruded aluminium products, which depends on the use of substantial electrical power.
The alloy used
The raw material costs and machineability play a major part in how much extruded aluminium products cost, so the specific alloy used will be crucial. One alloy might be cheaper than another while still allowing for the required component parameters to be met, so this is one aspect of the cost of extruded aluminium profiles that buyers can often exert some control over.
Scrap ratio
A higher scrap ratio will also drive up the cost of extruded aluminium products. This underlines the importance of implementing measures to help reduce the scrap rate, such as optimising casting mould designs, using the correct compositions of metal, and drawing upon optimisation software and machine automation.
Are you seeking a reputable independent source of aluminium rolled and extruded products for use in technologically demanding applications? If so, please do not hesitate to contact the MCA UK team to learn more about our wide range of products.
0 notes
Text
Unveiling the Versatility of MS Pipes: Everything You Need to Know
Mild Steel, often abbreviated as MS, is a versatile and widely used material in various industries. One of the most common applications of mild steel is in the production of MS pipes. MS pipes, short for Mild Steel pipes, are a crucial component in construction, transportation, and various industrial sectors. In this comprehensive guide, we will delve into the world of MS pipes, exploring their properties, applications, manufacturing processes, and environmental impact.
1. What Are MS Pipes?
Mild Steel pipes, commonly referred to as MS pipes, are hollow tubes made from low-carbon steel. They are renowned for their strength, durability, and affordability, making them an essential component in various industries. MS pipes are known for their versatility and are used for a wide range of applications, from transporting fluids to providing structural support in construction projects.
2. Properties of MS Pipes
2.1 Strength and Durability
One of the key properties of MS pipes is their exceptional strength and durability. The low carbon content in mild steel allows for a high tensile strength, making MS pipes suitable for applications that require structural support or the transportation of heavy materials.
2.2 Weldability
MS pipes exhibit excellent weldability, making them easy to join using various welding techniques. This characteristic allows for flexibility in creating custom lengths and shapes, further enhancing their versatility.
2.3 Corrosion Resistance
While MS pipes are not as corrosion-resistant as stainless steel, they can withstand mild exposure to moisture and air. To enhance their corrosion resistance, they can be coated or painted.
2.4 Ductility
Mild steel is ductile, which means it can be easily bent, twisted, or formed without breaking. This property is valuable in applications where the pipes need to be manipulated into specific shapes.
3. Types of MS Pipes
MS pipes come in various types, each designed for specific purposes. Some common types include:
3.1 Seamless MS Pipes
Seamless MS pipes are manufactured without any welding joints, resulting in a smooth and uniform surface. They are typically used in high-pressure applications where strength and reliability are crucial.
3.2 Welded MS Pipes
Welded MS pipes are created by welding together two or more sections of mild steel. They are cost-effective and suitable for applications where high pressure is not a concern.
3.3 ERW (Electric Resistance Welded) MS Pipes
ERW MS pipes are made by passing a high-frequency electric current through the edges of a strip of steel to create a weld. They are commonly used in water and gas supply systems.
3.4 Spiral Welded MS Pipes
Spiral welded MS pipes are manufactured by rolling steel strips into a spiral and welding the edges together. They are often used for transporting fluids and gases over long distances.
4. Manufacturing Process
The manufacturing process of MS pipes involves several steps:
Material Selection: High-quality mild steel is selected for the production of MS pipes.
Cutting and Shaping: The chosen steel is cut into the required lengths and shapes using cutting machines.
Forming: The steel is then shaped into pipes using various methods such as extrusion, rolling, or welding.
Welding (for welded pipes): In the case of welded MS pipes, the edges are welded together to form a continuous pipe.
Heat Treatment: Some MS pipes undergo heat treatment to improve their mechanical properties.
Surface Treatment: MS pipes may be coated, galvanized, or painted to enhance their corrosion resistance and appearance.
Quality Control: Rigorous quality control measures are taken to ensure the pipes meet industry standards and specifications.
5. Applications of MS Pipes
MS pipes find application in a wide range of industries and sectors, including:
5.1 Construction
Structural support in buildings, bridges, and infrastructure.
Scaffolding and formwork.
Underground utilities like water and sewage systems.
5.2 Transportation
Automotive exhaust systems.
Manufacturing of bicycles and motorcycles.
Railings and handles in public transportation.
5.3 Oil and Gas
Transporting oil, natural gas, and other petrochemical products.
Drilling operations in the oil and gas industry.
5.4 Water Supply
Water distribution pipelines.
Irrigation systems.
Plumbing in residential and commercial buildings.
5.5 Manufacturing
Conveyor systems.
Fabrication of machinery and equipment.
Manufacturing of furniture and appliances.
5.6 Agriculture
Agricultural machinery and equipment.
Greenhouse structures.
5.7 Infrastructure
Piling in foundation work for construction.
Signage and lighting poles.
Fencing and guardrails on highways.
6. Advantages and Disadvantages
6.1 Advantages
Cost-Effective: MS pipes are economical and widely available.
Strength and Durability: They offer high tensile strength and durability.
Versatility: They can be easily customized for various applications.
Weldability: MS pipes can be welded using different techniques.
Recyclability: Mild steel is highly recyclable, reducing environmental impact.
6.2 Disadvantages
Corrosion Susceptibility: Without proper coating or maintenance, MS pipes can corrode.
Limited Resistance to Extreme Conditions: They may not be suitable for applications with extreme temperatures or highly corrosive environments.
Weight: MS pipes can be heavier compared to alternatives like PVC or plastic pipes.
7. Environmental Impact
While mild steel production has an environmental footprint, it is essential to consider its long lifespan and recyclability. The recycling rate of steel is high, contributing to reduced waste and resource conservation. Additionally, using MS pipes in place of other materials in construction and transportation can lead to lower emissions due to their durability and reduced maintenance requirements.
8. Maintenance and Care
To maximize the lifespan of MS pipes and minimize corrosion, regular maintenance is crucial. This includes:
Coating: Applying a protective coating or galvanizing the pipes can significantly enhance their resistance to corrosion.
Painting: Regular painting can prevent rust formation on the surface.
Inspection: Periodic inspections for signs of corrosion or damage should be conducted.
Cleaning: Removing debris and dirt can help prevent corrosion and maintain pipe integrity.
9. Conclusion
Mild Steel (MS) pipes are the unsung heroes of numerous industries, silently carrying out vital functions in construction, transportation, and beyond. Their exceptional strength, durability, and versatility make them an indispensable part of modern society. Understanding their properties, types, manufacturing processes, and applications is essential for engineers, builders, and anyone involved in projects that rely on the robustness of MS pipes. Moreover, with an eye on environmental sustainability, the recyclability and longevity of MS pipes contribute to a greener future.
More Read: Ms pipe | Gi pipe | crash barrier
0 notes
Text
What Is The Technical Name For Square Pipe?
The humble square pipe – is a ubiquitous building block in construction, engineering, and creative projects. But what's its official name? Is it simply an MS Square Pipe, or does it have a more technical term that conveys its specific properties and purpose? At JRS Pipes And Tubes, your MS Square Pipe Manufacturers, we believe in precise communication and clear distinctions. So, let's delve into the world of square pipes and uncover the technical term that accurately captures their essence.

The Case of Square vs. Rectangular
While MS Square Pipe seems an intuitive term, it can lead to confusion in technical settings. This is because the term "pipe" typically refers to a hollow cylinder with a circular cross-section. So, to avoid ambiguity, the technical term for a square-shaped hollow section is:
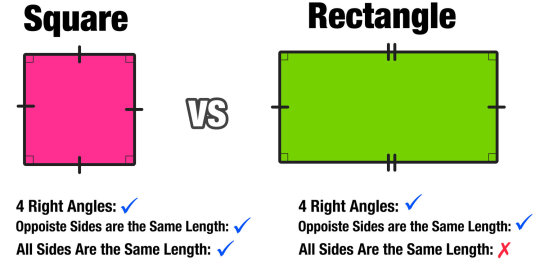
Square Hollow Section (SHS)
This accurately describes its shape and internal cavity, differentiating it from both solid square bars and pipes with circular profiles. Additionally, the term SHS encompasses a wider range of applications beyond mere "piping", highlighting its versatility in structural and decorative elements.
Beyond the Acronym: Understanding SHS Properties
Knowing the technical term is just the first step. To truly appreciate the capabilities of SHS, let's explore its defining characteristics:
Cross-section: As the name implies, an SHS boasts a perfectly square internal and external shape with four equal sides. This symmetry offers unique advantages in terms of load distribution and aesthetics.
Wall thickness: Similar to other hollow sections, SHS comes in various wall thicknesses, tailoring its suitability for different load-bearing requirements. Thicker walls provide greater strength for structural applications, while thinner walls might be preferred for decorative purposes or weight reduction.
Material: SHS can be manufactured from various materials, including mild steel, galvanized steel, stainless steel, aluminum, and even plastic. The choice of material depends on factors like corrosion resistance, strength, weight, and desired finish.
Manufacturing techniques: SHS can be produced through various methods, including hot rolling, cold forming, and welding. Each method imparts unique properties to the SHS, influencing its strength, dimensional accuracy, and surface finish.
Unleashing the Potential of SHS
From robust structural frameworks to sleek contemporary furniture, SHS finds application in a diverse range of industries:
Construction: Building columns, beams, braces, handrails, and cladding all benefit from the strength, versatility, and clean lines of SHS.
Mechanical engineering: Machine frames, guards, and components often utilize SHS for its lightweight yet sturdy nature.
Automotive industry: Chassis components, roll cages, and even decorative trim find SHS an ideal material.
Furniture and design: With its clean lines and customizable finishes, SHS lends itself beautifully to tables, chairs, shelves, and architectural elements.

Your Trusted MS Square Pipe Manufacturer
As a leading MS Square Pipe Manufacturer, JRS Pipes And Tubes understands the nuances of SHS and offers a comprehensive range of products to meet your needs. We pride ourselves on using high-quality mild steel, adhering to strict manufacturing standards, and delivering consistent product quality.
Contact us today to discuss your specific requirements and discover how JRS Pipes And Tubes can be your trusted partner in bringing your projects to life.
Remember: When it comes to square pipes, clarity is key. Embrace the technical term – Square Hollow Section (SHS) – and delve into the world of possibilities it offers. And for all your MS Square Pipe needs, JRS Pipes And Tubes is always here to support your vision.
#ms pipe#business#ms square pipe#construction#mild steel pipe#steel pipe#square pipe#jrs pipes and tubes#ms rectangular pipe
0 notes
Text
What Is an Induction Heating Furnace for Forging?
An induction heating furnace for forging is mainly used for heating before metal thermoplastic processing (forging, extrusion rolling, etc.) and overall heat treatment of various profiles. Due to the different process requirements, induction furnaces (diathermic furnaces) for forging also have various forms.

Classification of Induction Heating Furnaces for Forging
1. In terms of heating methods, induction heating furnaces for forging can be divided into three types: periodic type, sequential type and continuous type.
Periodic
One charge is placed in the furnace at a time, and a cold charge is placed after the heating is completed and released from the furnace.
Sequential
There are multiple charges in the furnace at the same time. When a new charge is fed into the inlet end, a hot charge that meets the temperature requirements is given out at the outlet end and heated according to a certain rhythm sequence.
Continuous
The charge passes through the furnace at a constant speed to meet the heating requirements.
2. From the material of the furnace material, the induction heating furnace for forging can be divided into non-magnetic material heating and magnetic material heating.
Heating of Non-Magnetic Materials
Such as heating of aluminum before rolling, heating of copper before forging and induction heating of steel after being heated to above the Curie point by a fuel furnace, etc.
Magnetic Material Heating
Mainly alloy materials based on iron, nickel, and cobalt. Heating of steel with a temperature below the Curie point is common, such as blue brittle cutting of steel, surface anti-oxidation treatment, and induction annealing (low temperature) of materials and machine parts.
The entire heating process from magnetic to non-magnetic mainly refers to the heating of steel from normal temperature to forging temperature or quenching temperature, the low-temperature section of high-power furnace segmented heating and the low-temperature heating section of steel using dual-frequency heating (in Curie point below the relatively low frequency band), etc.
3. From the shape of the charge, induction heating furnaces for forging can be divided into various structures and shapes such as cylindrical, rectangular cross-section, hollow, plate, strip, and profile.
4. In terms of furnace structure, induction heating furnaces for forging can be divided into vertical furnaces and horizontal furnaces. Vertical furnaces are mostly used for heating large and heavy charges, and are generally of periodic type.
5. In terms of power supply, induction heating furnaces for forging can be divided into high-frequency, medium-frequency and power-frequency heating. Currently, most of them are medium-frequency. Due to the development of power supply, the number of frequency bands has increased. In order to improve the rationality of heating, the use of dual-frequency and triple-frequency power supply heating has begun to be promoted.
6. In terms of heating methods, induction heating furnaces for forging can be divided into conventional heating (equal turn pitch coils) and rapid heating (variable turn pitch coils).
Main Advantages of Induction Heating Furnace for Forging
1. Save energy. Generally, the total efficiency (steel) of induction heating furnaces for forging is more than 60%. When used for local heating, the effect will be more obvious compared with other types of heating furnaces.
2. The products produced are of good quality and uniform. Induction heating has good quality due to its fast heating speed, refined grains, and light oxidation and decarburization. And because it is easy to implement mechanization and automated production, the product performance remains consistent and has good repeatability.
3. The amount of material reserved for processing is small, saving raw materials; the heating performance is good, which can extend the service life of the mold.
4. The equipment has a high level of mechanization and automation, is small in size, and occupies less space, so it is easy to move onto assembly lines and automatic lines.
5. It is a clean energy source with good working conditions, basically no high temperature and little environmental pollution.
6. Quick to start and stop, easy to use and maintain.
The Principle of Selecting Induction Heating Furnace for Forging
When choosing an induction forging furnace for forging, the first thing to consider is productivity and energy saving. This mainly depends on the power of the variable frequency power supply, the frequency of the power supply and the rationality of the inductor design. Whether the heating power frequency is reasonable or not is directly related to the electrical efficiency of the heating furnace and the quality of the processing technology. The selection of power frequency mainly considers two factors: ensuring electrical efficiency and improving cross-sectional temperature uniformity.
The process requirements are mainly heating temperature, temperature distribution, etc., which depend on the matching of the inductor design impedance and power supply and the level of mechanization and automation.
The induction heating furnace for forging has advanced technical and economic indicators, such as low energy consumption, material saving, low operating costs, good working conditions, etc.; the equipment must have high reliability; it must be easy to use and maintain, and the operation must be safe and reliable. The correct selection and purchase of a high-quality induction heating furnace for forging is the prerequisite for safe and efficient production.
0 notes
Text
Metal fabrication unveiled: tips and types of sheet metal fabrication processes.
Metal fabrication is a crucial aspect of the manufacturing industry, involving the shaping, cutting, and assembling of metal structures. Sheet metal fabrication focuses on transforming thin metal sheets into usable components and products. This article explores the various types of sheet metal fabrication processes, provides useful tips for successful fabrication, and delves into the market data within the UK, with specific reference to the metal fabrication industry in Falkirk.
Types of Sheet Metal Fabrication Processes
Cutting: Cutting is the initial step in the sheet metal fabrication process. It involves separating the metal sheet into desired shapes and sizes. Common cutting methods include shearing, laser cutting, plasma cutting, and waterjet cutting. Each method offers distinct advantages in terms of precision, speed, and cost-effectiveness.
Bending: Bending is used to create three-dimensional shapes from flat metal sheets. The process involves using specialized machinery such as press brakes to apply force and form the metal into the desired angle or curve. Bending can be done manually or through automated CNC machines, ensuring accuracy and repeatability.
Forming: Forming involves manipulating the metal sheet to achieve specific shapes or contours. It includes processes like deep drawing, roll forming, and stamping. Deep drawing creates hollow parts by stretching the metal sheet into a die cavity. Roll forming gradually bends the sheet into a desired profile, while stamping uses a die to cut or shape the metal.
Joining: Joining methods are employed to connect different metal components. Welding, a commonly used joining technique, fuses metals together using heat. Other methods include riveting, fastening with screws or bolts, and adhesive bonding. Each joining technique has its advantages based on the application requirements.
Tips for Successful Sheet Metal Fabrication
Material Selection: Choose the right metal material based on the desired characteristics of the final product. Factors to consider include strength, corrosion resistance, thermal conductivity, and cost. Commonly used metals in sheet metal fabrication include steel, aluminum, stainless steel, and copper.
Design Considerations: Design components with fabrication in mind. Minimize the need for complex shapes or excessive bends to reduce manufacturing costs. Optimize designs for efficient material usage and ease of assembly. Consult with an experienced metal fabricator during the design phase to ensure manufacturability.
Precision Measurements: Accurate measurements are crucial for successful sheet metal fabrication. Utilize advanced measuring tools and techniques, such as digital calipers or coordinate measuring machines (CMM), to ensure precise dimensions. Invest in quality control processes to minimize errors and ensure consistency.
Collaboration with a Skilled Metal Fabricator: Partnering with a reputable metal fabricator is essential for achieving high-quality results. Look for a fabricator with experience in your specific industry or product requirements. A skilled fabricator will provide valuable insights, suggest process optimizations, and ensure efficient production.
An Overview: Metal Fabrication in Falkirk
The metal fabrication industry in the UK is a thriving sector, contributing significantly to the country's economy. In Falkirk, a town located in Central Scotland, metal fabrication plays a crucial role in supporting various industries such as construction, automotive, aerospace, and manufacturing.
Falkirk is home to several metal fabricators specializing in steel fabrication and other metalworking processes. These fabricators offer a wide range of services, including welding, cutting, bending, and assembly. They cater to both small-scale projects and large-scale industrial requirements.
The market demand for metal fabrication in Falkirk is driven by the construction industry's growth, infrastructure projects, and the need for customized metal components in various sectors. The availability of skilled labor, technological advancements, and a supportive business environment further contribute to the sector's growth.
In conclusion, sheet metal fabrication encompasses various processes that transform metal sheets into functional components. By following the tips mentioned above, manufacturers can ensure successful fabrication. Within the UK market, Falkirk is a hub for metal fabricators, particularly specializing in steel fabrication. With the continued growth of the construction industry and demand for customized metal components, the metal fabrication sector in Falkirk is poised for further expansion and success.
1 note
·
View note
Text
Seamless Tube and Pipe Manufacturing Process
Seamless tube or pipe is built with high-tensile steel that is a composition of many elements, including nickel, molybdenum, or manganese. It is formed when a mixture of high-tensile steel and carbon steel boosts its strength and heat resistance.
The production of Seamless Stainless Steel Tubing begins with a small diameter bar stock called as-rolled metal, which is heated in an electric furnace to result in the desired shapes and sizes.
If you are a manufacturer and want to venture into stainless steel tube production, this blog post will give you a narrow look in this regard. Here we begin.

How Does Seamless Tubes Manufacture?
In simple terms, a seamless pipe or tube is produced by the expansion of a solid ground material or bar along its diameter, so there is no possibility of seams.
The seamless tube is a hollow metallic tabular product formed by an extrusion procedure, which is why this procedure is popularly known as cold expansion or roll forming.
The effective materials for making a seamless tube or pipe are brass, copper, carbon steel, and stainless steel. The demand for this tube is overwhelming in many industries because its interior is convenient to clean and does not provide a harbor for bacteria.
There are numerous grades of Stainless Steel Coiled Tubing available, depending on their applications and utilizations in which niche.
Complete Manufacturing Methodology of Seamless Tube and Pipe
The technique of describing howseamless stainless steel tubingmanufacturers work depends on many steps as
First, a solid bar passes through an electric furnace, where it gets heated to a high temperature for softening.
Second, a soft bar goes to an extrusion machine, where it is extruded for approximately 1 to 9 meters without any defects or seams.
Third, engineers implement zinc coating over the outer surface of extruded stainless steel coiled tubing within their tight tolerances to provide them with corrosive resistance properties.
0 notes
Text
304 Seamless vs Welded pipes
There are many methods of making seamless steel pipe. One of them is the use of billet steel. As the steel is heated and pushed or pulled over a form, it is molded into a hollow tube. Seamless pipes can come in many different sizes and schedules. Nevertheless, there is no manufacturing of large diameter seamless pipes. However, seamless pipes are commonly used as pipe fittings, such as bends, elbows, and tees. Since a seamless stainless steel tubing has no seams, it is able to withstand high temperatures equally, whereas a pipe with seams is generally weak at the spot of welding. As a result, the seamless steel tube can withstand high pressures equally at its entire diameter.
There are two types of seamless steel pipe, namely, the solid steel pipe and the hollow tube. The seamless steel pipe is an integral tube with one end attached to another, without any welding joints. The seamless pipe has threads at either end of it, but they can also be threaded to both ends of a hollow tube or pipe. It is important to note, however, that since seamless pipes lack the welding line, they can stand up to the weight they carry and remain intact. It is well known that seamless pipes are widely used in a range of commercial applications because of their strength and anti-bending properties, and not only in oil fields, but also in shipbuilding, offshore drilling rigs, pressure vessels, manufacturing, chemical industries, and other industries.
Stainless Steel Pipes of various grades can be found in the industry today. A few of the most commonly used Stainless Steel Grades are Stainless Steel 304 Pipes and Stainless Steel 316 Pipes. There are two types of Stainless Steel Pipes in the industry today. These pipes are available in both Seamless and Welded forms. There are many applications where stainless steel pipes 304 can be used, for example in industries that require high corrosion resistance. Stainless steel welded pipes 316 are generally used in marine industries.
A Welded / Electro-resistance Welded pipe is made by cold forming a steel coil into an elongated cylindrical tube. This is done by using a machine to bend the steel coils into a circular shape. As part of a continuous phase, the first plate or coil is rolled into a circular section with a plate bending machine or by way of a roller, creating a welded pipe. In the event that a circular segment of the pipe is rolled from the plate, the pipe can then be welded using filler material or not. It is possible to produce welded pipes in large sizes without having to worry about the upper limits. As a result of the use of welding with filler material, long radius bends and elbows can be produced using welded pipe. Since welded pipes are cheaper than seamless pipes, they are also weaker due to the fact that they are welded together.
For more information visit
#304 #seamless #welded #pipes #coils #steelexporter #tronix #tronixalloys #supplier
0 notes
Text
Casting Billets And Continuous Caster Type
Depending on the billet cross-section, they are generally divided into
Square billets (rectangular billets): small square billets, large square billets
Round billets: small round billets, large round billets, hollow rounds
Slabs: small slabs (flat slabs), regular slabs, wide and thick slabs, thin slabs
Shaped billets: I-beam, U-beam
Thin strip: double roll continuous casting
1) Ladle rotary table
The ladle rotary table is used to rotate the ladle to or out of the pouring position, mainly straight arm type and butterfly type.
2)Intermediate tanker
The intermediate tank car carries the intermediate tank filled with steel and travels between the set pouring position and baking position to realize the lifting, centering and weighing function of the intermediate tank.
3) Crystallizer
The crystallizer makes the steel poured into it cool quickly and condense and form initially according to the required section. Ensure that the steel billet shell out of the crystallizer can withstand the internal static pressure of the unconsolidated steel.
4) Crystallizer vibration device
To keep the relative movement between the crystallizer copper tube and the billet solidification shell, so that the two maintain a good state of demoulding and cooling heat transfer effect. Mainly mechanical, hydraulic and electric cylinder vibration is more widely used.
5) Fan-shaped section (guide section)
The cast billet with liquid core comes out of the crystallizer into the fan section (guide section) and is gradually solidified by the support and guidance of the rollers in the fan section (guide section).
It is used to convey the lead rod, to pull out the lead rod and the hot billet from the crystallizer, and to straighten the hot billet according to the minimum critical stress. The cast billet enters the horizontal section and is completed by the fire cutter or hydraulic shear for cut-to-length cutting, and then transported by the post-cut roller conveyor to the outgoing billet roller conveyor.
6) Pulling and straightening machine
It is used to transport the ingot rod, pull out the ingot rod and hot billet from the crystallizer and straighten the hot billet according to the minimum critical stress. The billet enters the horizontal section and is cut to size by a fire cutter or hydraulic shear, and then transported by the post-cut roller conveyor to the exit roller conveyor.
Read the full article
0 notes
Text
BEST SS TUBE MILL MACHINE MANUFACTURERS IN AHMEDABAD
Are you searching for a top-notch tube mill manufacturer for your production requirements?
You need to go no farther than Ahmedabad, which is home to some of the greatest tube mill manufacturers in Ahmedabad in the business. So how can you pick the best choice for your company when there are so many to select from?
To take the load off your shoulders we “Ashapura Industries” have come up with all the questions you need to know before choosing the best ss tube mill machine manufacturers in Ahmedabad.

What is the SS Tube?
SS Tube is an abbreviation for stainless steel tube. It is a hollow cylindrical construction composed of corrosion-resistant stainless steel, which is a strong material. Several industries, including building, transportation, industry, and decoration employ stainless steel tubes.
There are several grades of stainless-steel tubes, including 304 and 316, each with unique characteristics and uses. To fulfil the unique requirements of diverse industries and applications, they are offered in a variety of diameters, wall thicknesses, and lengths.
Stainless steel tubes are frequently used in heat exchangers, medical devices, food and beverage processing equipment, structural elements, and architectural elements, among other applications. They are widely used in fields that need great strength, resistance to corrosion, and aesthetic appeal.
What is the SS Tube mill?
Stainless steel tubes are made using a machine called a "SS tube mill" from steel coils or strips. Many steps are involved in the process, including cutting, sizing, welding, and forming.
Forming is the initial step in the procedure when a set of rollers is used to shape the steel strip into a cylindrical shape. Afterward, a high-frequency induction welding procedure is used to join the strip's edges together. After being welded, the tube is sent through a series of sizing rolls to get the proper ovality, wall thickness, and outside diameter.
Once the tube is sized, it may be cut to the desired length using a flying saw or a rotary cutting machine. The cut tube is then inspected for defects and may be further processed to achieve specific surface finishes, such as polishing or bead blasting.
Stainless steel tube mills come in different sizes and configurations, depending on the specific requirements of the application. Some mills can produce tubes with a diameter as small as a few millimetres, while others can produce large-diameter tubes used in industrial and structural applications.
Why do we need ss tube mill machine manufacturers in Ahmedabad?
There are several reasons why we need SS tube mill machine manufacturers in Ahmedabad:
Manufacturing Capability:
Ahmedabad has a well-developed industrial infrastructure and a skilled workforce, which makes it an ideal location for SS tube mill machine manufacturing. The manufacturers in Ahmedabad can produce high-quality stainless-steel tubes in various sizes, shapes, and grades to meet the specific needs of different industries.
Meeting the demand for high-quality tube mills:
Tube mills are an essential piece of machinery used in various industries, such as construction, automotive, and aerospace. To meet the growing demand for these machines, we need reliable and efficient manufacturers who can design and manufacture high-quality tube mills.
Customized solutions:
Every business has unique requirements when it comes to tube mills. By working with SS tube mill machine manufacturers in Ahmedabad, businesses can get customized solutions that meet their specific needs. This ensures that they have the right equipment for their operations, which can lead to improved efficiency and productivity.
Local manufacturing:
By working with local manufacturers in Ahmedabad, businesses can benefit from reduced lead times, faster delivery, and better communication. This can help them to better manage their supply chain and respond more quickly to changing market demands.
Cost-effective solutions:
Working with SS tube mill machine manufacturers in Ahmedabad can also be cost-effective compared to importing machines from other countries. This can help businesses to reduce their costs and improve their bottom line.
What is the use of an SS tube mill machine?
An SS tube mill machine produces stainless steel tubes of various sizes and shapes.
It is used in industries such as construction, automotive, and aerospace.
The machine shapes flat strips of stainless steel into seamless tubes through a series of rollers and welders.
The resulting tubes are high-quality and can be used for structural support, fluid transport, and heat exchange.
In summary, the use of an SS tube mill machine is to produce high-quality stainless-steel tubes for various industrial applications.
Benefits of having the Best SS Tube Mill Machine Manufacturers in Ahmedabad:
High-quality production: Advanced technology for durable and reliable stainless steel tubes.
Customized solutions: Tailored solutions for different industries.
Cost-effective production: Affordable tubes from high-quality raw materials.
Timely delivery: Strategically located for reduced transportation costs and faster delivery.
Skilled workforce: Ahmedabad's industrial infrastructure and skilled workforce produce various sizes, shapes, and grades of stainless-steel tubes.
Why choose only the best SS Tube Mill Machine Manufacturer in Ahmedabad?
Quality: The best SS tube mill machine manufacturers in Ahmedabad produce high-quality tubes that meet industry standards.
Customization: They provide customized solutions to meet the specific needs of different industries.
Cost-effective: They have access to high-quality raw materials at competitive prices, which helps in producing cost-effective tubes.
Timely delivery: They are located in a strategically advantageous location, which helps in the timely delivery of the tubes.
Reputation: They have a proven track record of delivering high-quality products and excellent customer service.
Looking for high-quality and reliable stainless-steel tubes? Ashapura Industries use advanced technology and skilled workforce to make us the best tube mill manufacturer in Ahmedabad. With customized solutions, cost-effective production, and timely delivery, we offer a one-stop solution for all your stainless-steel tube needs.
Trust us for durable and dependable stainless-steel tubes that meet industry standards. Contact us now to learn more about our products and services.
#Tube Mill Manufacturer in Ahmedabad#SS Tube Mill Machine Manufacturer in Ahmedabad#SS Tube Mill Machine Manufacturers
0 notes
Text
Hastelloy X Round Bars Exporters
Hastelloy UNS N06002 Round Bar, Hastelloy X Forged Round Bar, Hastelloy Alloy X Hex Bar, Hastelloy X Forged Bar Stock, DIN 2.4665 Cold Finished Bar Leading Manufacturers.
Sankalp Alloys Overseas is one of the best exporter, manufacturers and suppliers of Hastelloy Alloy X Round Bars in India. Concerning layered security, affirmation from use and scratched spot and strength, our offered Hastelloy X Round Bars are overall utilized for making planned ribs and fittings, machine devices, siphon shafts, axles and seals.

Hastelloy X Bright Bar, Alloy X Forging Round Bar, ASTM B572 Hastelloy Alloy X Flat Bar Exporter, Hastelloy X Forged Bar, Hastelloy Alloy X Square Bar Suppliers in India.
We offer various types of these Hastelloy X Bars (HASTELLOY X Shafts) like Hastelloy X Astounding Bars, Hastelloy C2000 Hex Bars, Hastelloy C2000 Dull Bars, Hastelloy C2000 Level Bars, Hastelloy C2000 Billets Bars, and Hastelloy C2000 Made Bars. For the most part called UNS N06002 Round Bars, our Hastelloy X Bars are accessible to our enormous clients in various degree of distances across, wall thicknesses and sizes in re-attempted structure and in addition at very much reasonable rates.
ASTM B572 Hastelloy X Round Bars Specification
Specification : ASTM B 572 / ASME SB 572, AMS 5754, AMS 5798
Dimensions : ASTM, ASME and API
Size : 8 - 350MM diameter
Length : 2 mm to 6000 mm Long & Above
Dimensions : ASTM, ASME and API
Finish : Bright, Polish & Black
Grade : Hastelloy X (UNS No. N06002)
Form : Round, Square, Hex (A/F), Rectangle, Wire (Coil Form), Wire-mesh, Billet, Ingot, Forging Etc.
Our Hastelloy X Round Bars conforms to NACE MR0175/ISO 15156
Types Of Available Products AISI, ASTM, DIN, JIS, GB, EN Hastelloy Alloy X Round Bars
Hastelloy X Rods
Hastelloy Alloy X Round Bars
Hastelloy Alloy X Bars
Hastelloy UNS N06002 Round Bars
Alloy X Rods Manufacturer
Hastelloy X Polish Bars Manufacturer
Hastelloy Alloy X Black Bars Distributors
Top Quality Hastelloy Alloy X Spring Steel Bars
X Alloy Bright Bar Exporter
Hastelloy X Forged Round Bars
Alloy X Forging Bar StockHastelloy X Threaded Bars Stockiest in India
Alloy X Cold Drawn & Polished Square Bars
Austenitic ASTM Bright Hastelloy X Bar
Hastelloy DIN 2.4665 Round Bars
Hastelloy X Hexagon Bars Dealers
X Hastelloy Alloy Cold Drawn Bars Stockholder
High Speed Steel Hastelloy X Hollow Bar Suppliers
DIN,EN,ASTM,ASME Hastelloy X Flat Bars
Hastelloy X Alloy Round Bar
Cold Rolled Hastelloy X Rods
Forged Hastelloy X Round Bar
For More Information :
Visit Our Website: https://sankalpalloys.com
Contact No: 91-8828369483
E-Mail ID: [email protected]
0 notes
Text
Ball mill: A major player in pharmaceutical production
Ball Mill In Pharmaceutics :
The Ball mill operates on the principle of impact and attrition. In this, Impact occurs between fast moving balls and the powder material while the attrition mode comes in action when the hollow cylinder rotates on its longitudinal axis. All is occurs at low speed and the balls roll over each other.
Ball Mill is grinder equipment used in the pharmacy to reduce the particle size of active and excipient materials.
Pharmaceutical Ball Mill is a type of grinder used to grind & blend materials, while manufacturing various dosages forms. The size reduction is done by impact as the balls drop from near the top of the shell. Ball mills are used primarily for single-stage fine grinding, regrinding, and as the second stage in two-stage grinding circuits. According to the need ball mill can be either for wet or dry designs.
Uses Of Ball Mill -
Ball mill is used for the milling of pigments and insecticides for industrial purposes.
Stainless steel balls are preferred for the production of ophthalmic and parental products.
Ball milling has been shown effective for the production of amorphous materials.
Advantages -
The capacity and fitness can be adjusted by adjusting the diameter of the ball.
It is suitable for both wet dry grinding.
It is Suitable for both batch and continuous operation.
Easy to maintain and manage.
Disadvantages -
Slow process.
Difficult to clean the machine.
Not suitable for sticky products.
Heavy equipment so very high one time capital investment.
Not suitable for sensitive and flammable substances.
Ball Mill Machine :
Ball mills Machines are commonly used for crushing and grinding materials into an extremely fine form. The ball mill contains a hollow cylindrical shell that rotates about its axis. This cylinder is filled with balls that are made of stainless steel or rubber to the material contained in it.
A ball mill is a type of grinder used in mineral dressing processes, paints, pyrotechnics, ceramics, and selective laser sintering to grind or blend materials. It operates on the idea of impact and attrition: as the balls fall from close to the top of the shell, size reduction is accomplished by impact.
Uses Of Ball Mill Machine -
Ball mill is the key equipment for grinding after the crushing process, which is widely used in the manufacture industries, such as cement, silicate, new building material, refractory material, fertilizer, ferrous metal, nonferrous metal and glass ceramics and can be used for the dry and wet grinding for all kinds of ores and other grind-able materials.
Advantages -
It can be used for continuous operation.
It produces very fine powder.
It is suitable for both wet and dry grinding.
Disadvantages -
Bulky size.
Lower Capacity.
Laboratory Ball mill :
Ball mills is an engineering device used to grind metal, rock, & other materials into fine powder. It consists of a horizontal axle, a rating shaft & a vertical sifter screen. The horizontal axle is connected to power sources & holds the body of the mill.
Laboratory Ball Mill is primarily designed for grinding pigments. The material is ground at a specific speed by using a specific quantity of grinding media (steel balls) for a specific period. The equipment is used for making the ground cement samples in the laboratory. Apart from the cement industry, it is also used in the paint, plastic, granite and tile industries. The equipment is provided with a revolution counter for recording the revolutions.
Advantages -
Cost of installation is low.
Cost of power required is low.
Suitable for batch as well as continuous operation.
Disadvantages -
A ball mill is slow & costly way to produce certain materials.
It is very noisy machine.
Soft, fibrous material cannot be milled by ball mill.
0 notes
Text
What Causes the Defects of Hot-rolled Seamless Steel Pipes?
Hot-rolled seamless steel pipe is a round, square, and rectangular steel with a hollow section and no joints on the periphery. When the bending and torsion strength is the same, the weight is lighter. It is economical cross-section steel. What defects are prone to appear in the production process of steel pipes?
1) Cracks (also known as cracks)
Features: The inner and outer surfaces of seamless steel pipes are linear or spiral cracks, some are mesh-shaped and both ends and bottom of the cracks are sharp.
1. Poor steel quality, with subcutaneous pores and subcutaneous inclusions.
2. Improper heating of the tube billet.
3. The deformation pressure is too large.
2) Hairline
Features: continuous or discontinuous hair-like fine lines appear on the outer surface of the seamless steel pipe. Most of the spiral direction is opposite to the direction of rotation of the punch, with a large pitch, and some are similar to a straight line.
1. Poor steel, with subcutaneous pores and subcutaneous inclusions.
2. The surface of the tube blank is incompletely cleaned.
3) Inward fold (commonly known as inner fold)
Features: straight or spiral zigzag defects on the inner surface of the steel pipe. For high-alloy steel pipes, such defects are irregular blocks and distributed at the entrance. If the fold is caused by centering, it is usually half a circle to a circle, and it is on the head.
1. The amount of pressing down the front of the head is too large.
2. Serious headwear.
3. During the piercing process, the metal in the central part of the blank bears strong alternating stress, so the inner wall of the waste tube is prone to inward bending during rolling.
4. The inward folding at the entrance of the high-alloy steel pipe is caused by uneven force on the roll during piercing.
4) Outer folding
Characteristic: the outer surface of the seamless steel pipe is spirally folded, the spiral direction is opposite to the spiral direction of the waste pipe on the punching machine, and the pitch is relatively large.
1. Defects such as cracks or ears remain on the surface of the tube blank.
2. Poor steel quality, inclusions, or serious looseness.
5) Rolling and folding
Characteristics: there are regular folding defects on the outer surface of the seamless steel pipe.
It is mainly caused by damage to the roll of the piercing machine or the roll of the tube mill.
6) Bending
Characteristics: during rolling, the metal enters the gap between the rolls or the tube loses its stability, causing it to form twists and turns. After sizing, the surface of the steel tube shows local convex and concave wrinkles.
1. The outlet pipe diameter of the equalizing machine is larger than the hole type of the fixed and reducing machine.
2. Incorrect adjustment, misalignment of rolls, inconsistent center lines, etc.
3. The sizing frame is installed upside down.
7) Straight inward folding
Features: The inner surface of the seamless steel pipe is symmetrical or a single straight line folding, distributed over the entire length or part of the steel pipe.
1. The head is severely worn or stuck to the metal.
2. The outer diameter of the capillary tube is larger than the width of the grooved hole, the inner diameter is too large or the tube wall is too thin.
3. Unreasonable distribution of reduction of piercing machine and tube rolling machine.
4. Before the second pass of rolling, the 90°overturning was not completed.
0 notes
Last Seen Blogs

ournerdyexplorerfan
NerdyExplorer.com




muspelgen-blog
Flame General